- Выборочный контроль по альтернативным признакам

Содержание
- 2. Виды контроля качества продукции При приемке партии продукции контроль может быть сплошным и выборочным. Сплошной контроль
- 3. Методы Выборочного контроля 1) бесповторный отбор – это отбор, при котором попавшая в выборку единица не
- 4. Способы выборочного контроля 1) Собственно – случайная выборка - Заключается в отборе единиц из генеральной совокупности
- 5. 2) Механическая выборка - вся генеральная совокупность представляется в виде списка единиц, составленного в нейтральном порядке,
- 6. 3) Типический отбор - все единицы генеральной совокупности можно разбить на несколько типических групп (например, социальные
- 7. 4) Серийный отбор. Способ применяется в тех случаях, когда единицы совокупности объединены в небольшие группы или
- 8. 5) Комбинированная выборка - Это выборка в разных сочетаниях, т.е. механическая и серийная выборки, либо типическая
- 9. Классификация Выборочного контроля 1) по времени проведения различают: - входной контроль (закупочный контроль сырья и полуфабрикатов)
- 10. 2) по изменениям в результате контроля различают: - разрушающий контроль; - неразрушающий контроль.
- 11. 3) по жесткости различают: - нормальный контроль; - усиленный контроль (более сложный); - облегченный контроль;
- 12. 4) по контролируемому параметру различают: - контроль по количественному признаку; - контроль по качественному (альтернативному) признаку.
- 13. Основные разрушающие методы контроля испытания на растяжение и сжатие; испытания на удар; испытания при повторно-переменных нагрузках;
- 14. Основные неразрушающие методы контроля магнитные (например, магнитографические методы); акустические (ультразвуковая дефектоскопия); радиационные (дефектоскопия с помощью рентгеновских
- 15. условные обозначения применяемые при проведении выборочного контроля N – генеральная совокупность. n – выборочная совокупность. M
- 16. Q = – это доля дефектных изделий. в генеральной совокупности (уровень дефектности). это доля дефектных изделий
- 17. Приемочное число (С) – это максимально допустимое количество дефектных единиц в выборке (для одиночных партий) или
- 18. Браковочное число (d) – это минимально допустимое число дефектов единиц товара в одиночной партий, которое для
- 19. План выборочного контроля План выборочного контроля – это система правил по отбору изделий для проверки и
- 20. типы планов выборочного контроля по альтернативному признаку одноступенчатый план; двухступенчатый план; многоступенчатый план; план последовательного выборочного
- 21. Одноступенчатый план одноступенчатый план – это, когда число дефектных изделий в выборочной совокупности (m) не превышает
- 22. Двухступенчатый план В начале осуществляется первая выборка )п1). Если число дефектных m1 не превышает приемочное число
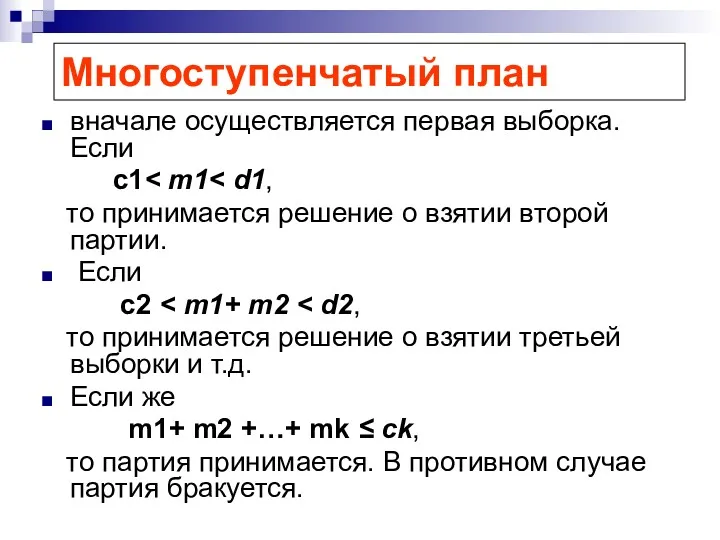
- 23. Многоступенчатый план вначале осуществляется первая выборка. Если c1 то принимается решение о взятии второй партии. Если
- 24. План последовательного выборочного контроля В данном случае решение принимается после оценки ряда выборок, общее число которых
- 25. Риск поставщика и риск производителя Риск поставщика: возникает тогда, когда в выборке оказалось большое число дефектных
- 26. Риск производителя: возникает, когда в выборке может оказаться небольшое количество дефектов при сильной засоренности партии дефектными
- 27. Оперативная характеристика плана статистического контроля Оперативная характеристика – это определяющая вероятность приемки партии продукции в зависимости
- 28. Если доля дефектов q = не превышает нормативный уровень несоответствий , обозначаемый в стандартах NQL, т.е.
- 29. При 0 ≤ ≤ вероятность приемки партии продукции идеальная и функция p(q) = 1. При Такая
- 30. приемлемый уровень и предельный уровень качества (дефектности) Приемлемый уровень качества (AQL) – это максимальный уровень несоответствий
- 31. Предельный уровень (LQ) – это минимальный уровень несоответствий, который при приемке рассматривается как неудовлетворительный. Партии считаются
- 33. Скачать презентацию
Виды контроля качества продукции
При приемке партии продукции контроль может быть сплошным и выборочным.
Виды контроля качества продукции
При приемке партии продукции контроль может быть сплошным и выборочным.
Методы Выборочного контроля
1) бесповторный отбор – это отбор, при котором попавшая в
Методы Выборочного контроля
1) бесповторный отбор – это отбор, при котором попавшая в
Способы выборочного контроля
1) Собственно – случайная выборка - Заключается в отборе единиц
Способы выборочного контроля
1) Собственно – случайная выборка - Заключается в отборе единиц
2) Механическая выборка - вся генеральная совокупность представляется в виде списка единиц, составленного
2) Механическая выборка - вся генеральная совокупность представляется в виде списка единиц, составленного
3) Типический отбор - все единицы генеральной совокупности можно разбить на несколько типических
3) Типический отбор - все единицы генеральной совокупности можно разбить на несколько типических
4) Серийный отбор. Способ применяется в тех случаях, когда единицы совокупности объединены в
4) Серийный отбор. Способ применяется в тех случаях, когда единицы совокупности объединены в
5) Комбинированная выборка - Это выборка в разных сочетаниях, т.е. механическая и серийная
5) Комбинированная выборка - Это выборка в разных сочетаниях, т.е. механическая и серийная
Классификация Выборочного контроля
1) по времени проведения различают:
- входной контроль (закупочный контроль сырья
Классификация Выборочного контроля
1) по времени проведения различают:
- входной контроль (закупочный контроль сырья
2) по изменениям в результате контроля различают:
- разрушающий контроль;
- неразрушающий контроль.
2) по изменениям в результате контроля различают:
- разрушающий контроль;
- неразрушающий контроль.
3) по жесткости различают:
- нормальный контроль;
- усиленный контроль (более сложный);
- облегченный контроль;
3) по жесткости различают:
- нормальный контроль;
- усиленный контроль (более сложный);
- облегченный контроль;

4) по контролируемому параметру различают:
- контроль по количественному признаку;
- контроль по качественному (альтернативному)
4) по контролируемому параметру различают:
- контроль по количественному признаку;
- контроль по качественному (альтернативному)
Основные разрушающие методы контроля
испытания на растяжение и сжатие;
испытания на удар;
испытания при
Основные разрушающие методы контроля
испытания на растяжение и сжатие;
испытания на удар;
испытания при
Основные неразрушающие методы контроля
магнитные (например, магнитографические методы);
акустические (ультразвуковая дефектоскопия);
радиационные (дефектоскопия с
Основные неразрушающие методы контроля
магнитные (например, магнитографические методы);
акустические (ультразвуковая дефектоскопия);
радиационные (дефектоскопия с
условные обозначения применяемые при проведении выборочного контроля
N – генеральная совокупность.
n – выборочная совокупность.
M
условные обозначения применяемые при проведении выборочного контроля
N – генеральная совокупность.
n – выборочная совокупность.
M
Q =
– это доля дефектных изделий.
в генеральной совокупности (уровень дефектности).
Q =
– это доля дефектных изделий.
в генеральной совокупности (уровень дефектности).
Приемочное число (С) – это максимально допустимое количество дефектных единиц в выборке (для
Приемочное число (С) – это максимально допустимое количество дефектных единиц в выборке (для
Браковочное число (d) – это минимально допустимое число дефектов единиц товара в одиночной
Браковочное число (d) – это минимально допустимое число дефектов единиц товара в одиночной
План выборочного контроля
План выборочного контроля – это система правил по отбору изделий для
План выборочного контроля
План выборочного контроля – это система правил по отбору изделий для
типы планов выборочного контроля по альтернативному признаку
одноступенчатый план;
двухступенчатый план;
многоступенчатый план;
план последовательного выборочного контроля.
типы планов выборочного контроля по альтернативному признаку
одноступенчатый план;
двухступенчатый план;
многоступенчатый план;
план последовательного выборочного контроля.
Одноступенчатый план
одноступенчатый план – это, когда число дефектных изделий в выборочной совокупности
Одноступенчатый план
одноступенчатый план – это, когда число дефектных изделий в выборочной совокупности
Двухступенчатый план
В начале осуществляется первая выборка )п1).
Если число дефектных m1
Двухступенчатый план
В начале осуществляется первая выборка )п1).
Если число дефектных m1
Многоступенчатый план
вначале осуществляется первая выборка. Если
c1< m1< d1,
то принимается
Многоступенчатый план
вначале осуществляется первая выборка. Если
c1< m1< d1,
то принимается
План последовательного выборочного контроля
В данном случае решение принимается после оценки ряда выборок, общее
План последовательного выборочного контроля
В данном случае решение принимается после оценки ряда выборок, общее
Риск поставщика и риск производителя
Риск поставщика: возникает тогда, когда в выборке оказалось
Риск поставщика и риск производителя
Риск поставщика: возникает тогда, когда в выборке оказалось
Риск производителя: возникает, когда в выборке может оказаться небольшое количество дефектов при сильной
Риск производителя: возникает, когда в выборке может оказаться небольшое количество дефектов при сильной
Оперативная характеристика плана статистического контроля
Оперативная характеристика – это определяющая вероятность приемки партии продукции
Оперативная характеристика плана статистического контроля
Оперативная характеристика – это определяющая вероятность приемки партии продукции
Если доля дефектов
q =
не превышает нормативный уровень несоответствий , обозначаемый в
Если доля дефектов
q =
не превышает нормативный уровень несоответствий , обозначаемый в
При 0 ≤ ≤ вероятность приемки партии продукции идеальная и функция p(q) =
При 0 ≤ ≤ вероятность приемки партии продукции идеальная и функция p(q) =
приемлемый уровень и предельный уровень качества (дефектности)
Приемлемый уровень качества (AQL) – это
приемлемый уровень и предельный уровень качества (дефектности)
Приемлемый уровень качества (AQL) – это
Предельный уровень (LQ) – это минимальный уровень несоответствий, который при приемке рассматривается как
Предельный уровень (LQ) – это минимальный уровень несоответствий, который при приемке рассматривается как
 Источники дохода. Стратегии финансового развития
Источники дохода. Стратегии финансового развития Налоги
Налоги Подготовка 6-НДФЛ в программе 1С ЗКГУ 3,1
Подготовка 6-НДФЛ в программе 1С ЗКГУ 3,1 Выбор системы учета затрат для целей антикризисного управления
Выбор системы учета затрат для целей антикризисного управления Сайт АСМАП. Законы, регулирующие выполнение международных автомобильных перевозок
Сайт АСМАП. Законы, регулирующие выполнение международных автомобильных перевозок Распределение доходов
Распределение доходов Пропорциональное регулирование и развитие банковского сектора
Пропорциональное регулирование и развитие банковского сектора Технический анализ финансовых рынков
Технический анализ финансовых рынков Учет и анализ прибыли и рентабельности и их роль в финансовой устойчивости в ООО Лебяжинское
Учет и анализ прибыли и рентабельности и их роль в финансовой устойчивости в ООО Лебяжинское Джерела фінансування інвестицій підприємства
Джерела фінансування інвестицій підприємства Проект бюджета Устюженского муниципального района на 2017 год и плановый период 2018-2019 годы
Проект бюджета Устюженского муниципального района на 2017 год и плановый период 2018-2019 годы Счета бухгалтерского учета и двойная запись
Счета бухгалтерского учета и двойная запись Расчеты по операциям с ценными бумагами. Клиринг и клиринговые организации
Расчеты по операциям с ценными бумагами. Клиринг и клиринговые организации Процедуры в деле о банкротстве. (Лекция №1)
Процедуры в деле о банкротстве. (Лекция №1) Производные ценные бумаги
Производные ценные бумаги Проектирование, поставка и монтаж оборудования фонтана г Чаплыгин. Фонтан круглый 10 000
Проектирование, поставка и монтаж оборудования фонтана г Чаплыгин. Фонтан круглый 10 000 Развитие государственной интегрированной информационной системы управления общественными финансами Электронный бюджет
Развитие государственной интегрированной информационной системы управления общественными финансами Электронный бюджет Правовое регулирование расчетов
Правовое регулирование расчетов Сущность финансов, их функции и роль в экономике
Сущность финансов, их функции и роль в экономике Ліцензування підприємницької діяльності
Ліцензування підприємницької діяльності Учет операций по прямому страхованию
Учет операций по прямому страхованию Поддержка молодых специалистов
Поддержка молодых специалистов Дайджест. Кредитные карты
Дайджест. Кредитные карты Инвестиционный фонд для малого бизнеса
Инвестиционный фонд для малого бизнеса Аудит продаж и прочих доходов и расходов
Аудит продаж и прочих доходов и расходов Государственная помощь гражданам, имеющим детей
Государственная помощь гражданам, имеющим детей Фінансово-кредитні посередники та їх роль у стимулюванні інноваційноінвестиційної активності в трансформації економіки
Фінансово-кредитні посередники та їх роль у стимулюванні інноваційноінвестиційної активності в трансформації економіки Переход от государственного регулирования цен на СУГ к рыночному
Переход от государственного регулирования цен на СУГ к рыночному