- Особенности выбора связующих и наполнителей для производства деталей машин из ПКМ

Содержание
- 2. Определения композиционного материала (КМ) КМ – монолитные гетерогенные системы где компоненты разграничены поверхностью раздела. КМ –
- 4. Примеры композиционных материалов Дерево Пенобетон Кости, ракушки Армированная глиной солома Фанера (многослойный материал, состоящий из однонаправленных
- 5. Состав полимерного материала Схема структуры Реальная структура 1 2 3 Наполнитель (1) Основное назначение наполнителя (1)
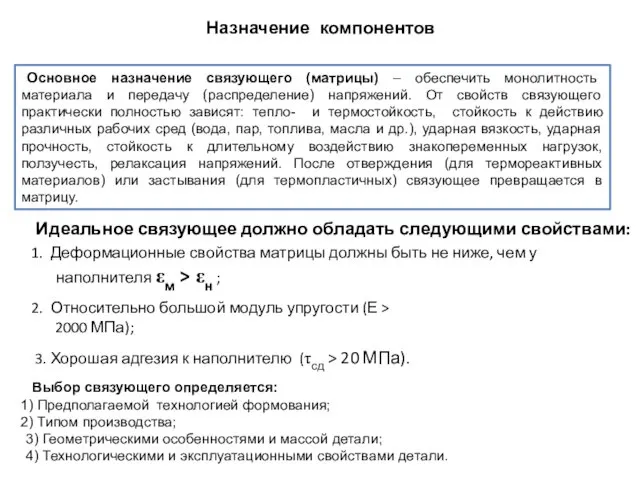
- 6. Назначение компонентов Основное назначение связующего (матрицы) – обеспечить монолитность материала и передачу (распределение) напряжений. От свойств
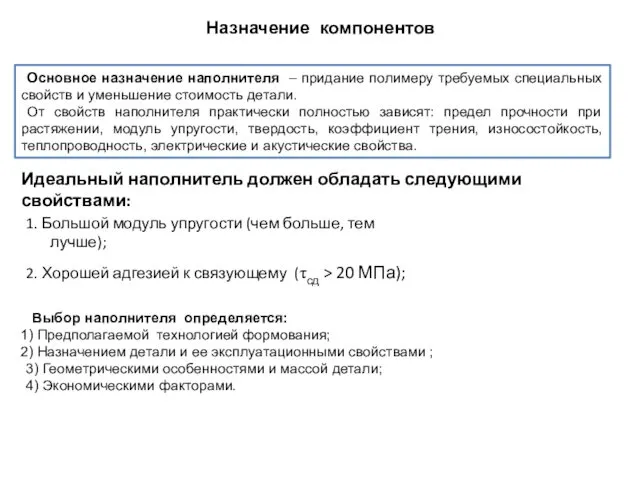
- 7. Назначение компонентов Основное назначение наполнителя – придание полимеру требуемых специальных свойств и уменьшение стоимость детали. От
- 8. Если в качестве связующего используют смеси полимеров (или олигомеров), то такие связующие называют гетерогенными, полиматричными или
- 9. Выбор компонентов ПКМ Выбор компонентов связующего нельзя проводить в отрыве от конструкции детали и технологии ее
- 10. Особенности проектирования изделий из полимеров Критерием оптимальности является одна (или несколько) основных технических и экономических характеристик.
- 11. Особенности изготовления композиционных материалов 1. Свойства формируются в процессе производства конкретных конструкций; 2. Процесс проектирования детали
- 12. − правило (закон) смесей или аддитивности − объемная доля матрицы; Факторы, определяющие свойства композита (правило смесей)
- 13. Правило смесей для волокнистых композитов Правило смесей выполняется для определения: продольного модуля упругости; модуля сдвига однонаправленного
- 14. Классификация связующих РЕАКТОПЛАСТЫ – термореактивные полимеры, которые при нагревании структурируются и превращаются в твердые неплавкие и
- 15. Классификация связующих
- 16. Физические состояния матриц до и после формования
- 17. Классификация и свойства термопластичных связующих
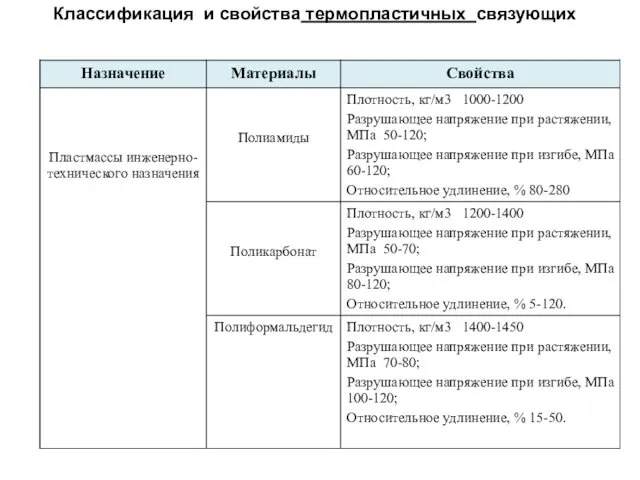
- 18. Классификация и свойства термопластичных связующих
- 19. Классификация и свойства термореактивных связующих
- 20. Классификация и свойства термореактивных связующих
- 21. Высокопрочные пленочные эпоксидные связующие конструкционного назначения Предназначены для изготовления сотовых и слоистых силовых конструкций из металлов
- 22. Классификация наполнителей Дисперсные наполнители Волокнистые наполнители - сферические; пластинчатые; игольчатые и др. - тканные наполнители (ткани,
- 23. Примеры схем армирования композиционных материалов Наполненный случайно распределенными частицами Однонаправленный, короткие волокна Случайно ориентированные короткие волокна
- 24. Примеры схем армирования композиционных материалов Объемные каркасные структуры подразделяются на классы: 3D-, 4D-, 5D- и т.д.
- 25. Виды тканных наполнителей Ткань полотняного плетения на сложной оснастки дает дефекты. Саржа очень легко натягивается на
- 26. Формообразующие свойства тканных наполнителей При выкладке ткани на поверхность оснастки происходит изменение сетевых углов внутри каждой
- 27. Свойства ПКМ на основе волокнистых наполнителей Для компенсации анизотропии увеличивают коэффициент запаса прочности. Таким примером может
- 28. Сравнительные характеристики наполненных ПМ
- 29. Волокнистые наполнители Свойства определяются: у органических волокон степенью ориентации макромолекул; у углеродных волокон степенью кристалличности и
- 30. Сравнение свойств волокон и материалов в блоке
- 31. Стеклянные волокна Стеклянные волокна получают высокоскоростной вытяжкой из однородной стекловидной массы, представляющей собой сплав различных оксидов:
- 32. Все стеклянные волокна условно можно разделить на два больших класса: Относительно дешевые волокна общего применения (стекловолокно
- 33. Структура стеклянных волокон марки Е без и с оксидом бора Рубленное стекловолокно [Бородулин А.С. Свойства и
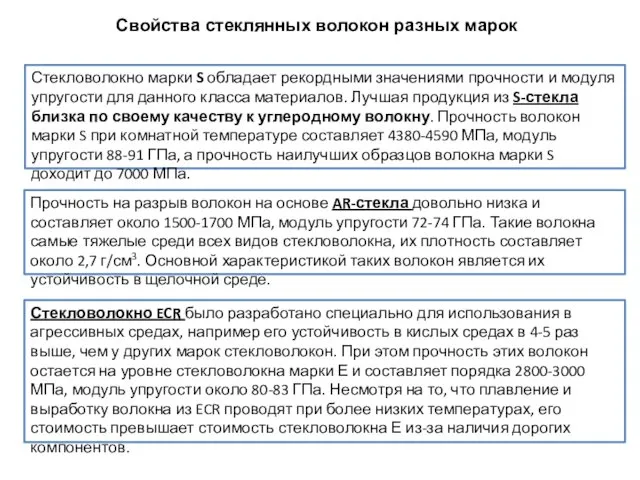
- 34. Стекловолокно марки S обладает рекордными значениями прочности и модуля упругости для данного класса материалов. Лучшая продукция
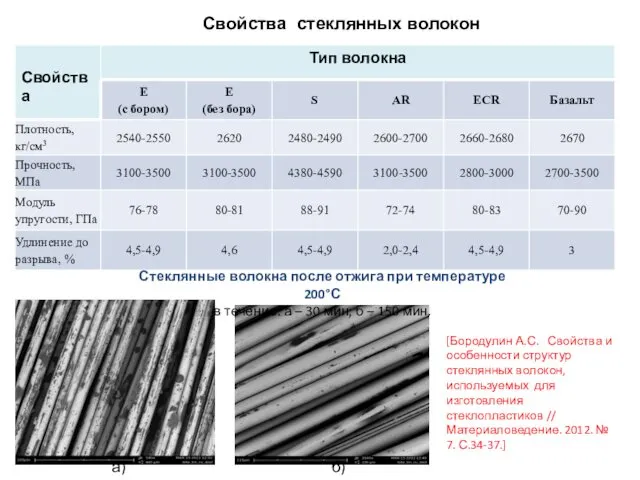
- 35. Свойства стеклянных волокон а) б) [Бородулин А.С. Свойства и особенности структур стеклянных волокон, используемых для изготовления
- 36. Свойства стеклотканей [Бородулин А.С. Свойства и особенности структур стеклянных волокон, используемых для изготовления стеклопластиков // Материаловедение.
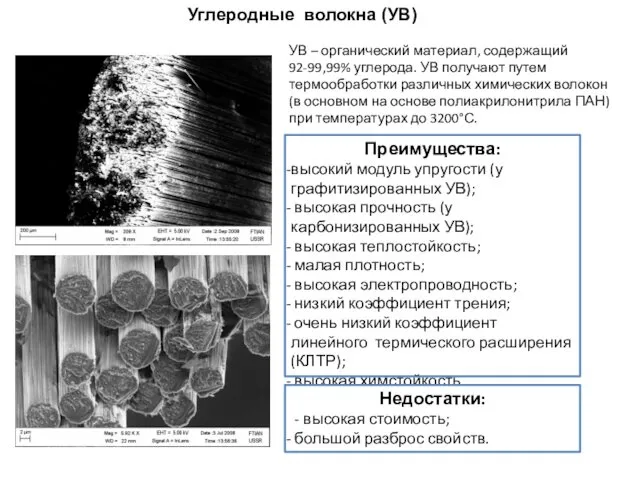
- 37. Углеродные волокна (УВ) Преимущества: высокий модуль упругости (у графитизированных УВ); высокая прочность (у карбонизированных УВ); высокая
- 38. Схема строения углеродного вещества Прослойки аморфного углерода Базисные плоскости Структура графита Диаграмма состояния углерода
- 39. Технологические процессы получения углеродных волокон 1 этап: 2 этап: 3 этап: 200-325ºС 1000-1500ºС 2500-2800ºС Окисление Потеря
- 40. Получение волокнистой формы
- 41. Свойства углеродных волокон на основе ПАН-волокна
- 42. Структура углеродного волокна марки УТ900, полученного при различных температурах отжига Неотожженное Свойства углеродных волокон сильно зависят
- 43. Свойства различных марок углеродных волокон
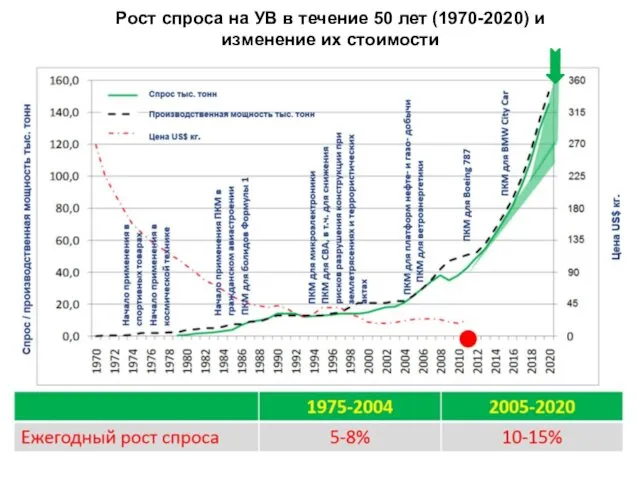
- 44. Рост спроса на УВ в течение 50 лет (1970-2020) и изменение их стоимости
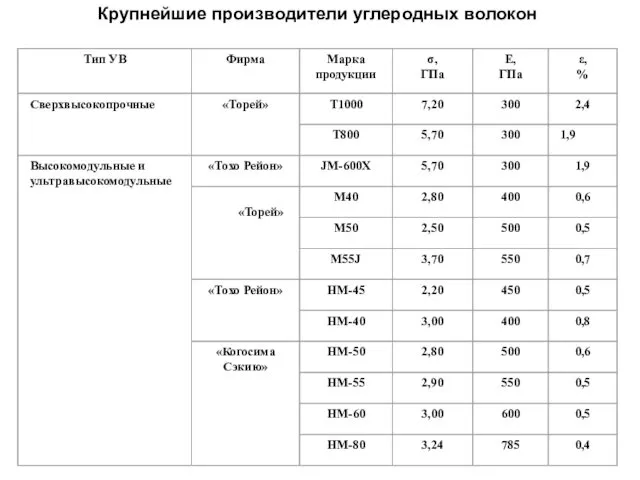
- 45. Крупнейшие производители углеродных волокон
- 46. Классификация дисперсных наполнителей по форме частиц
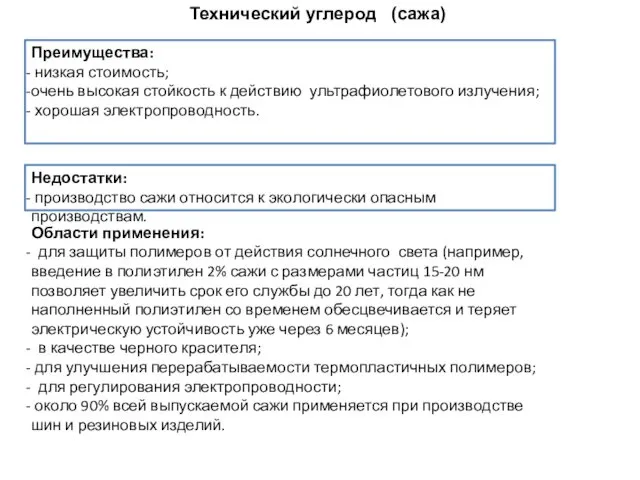
- 47. Технический углерод (сажа) Преимущества: низкая стоимость; очень высокая стойкость к действию ультрафиолетового излучения; хорошая электропроводность. Недостатки:
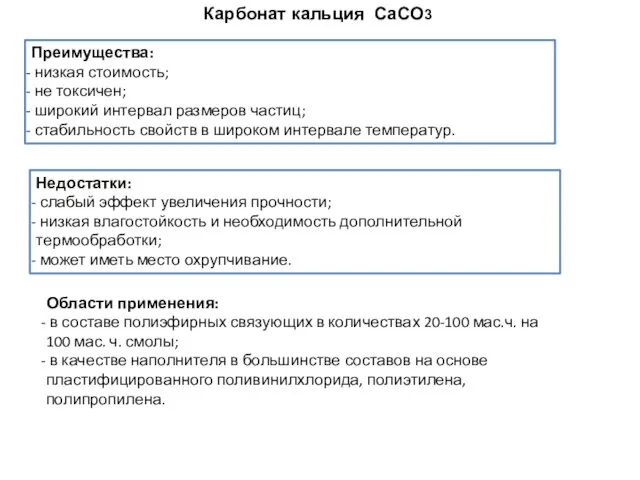
- 48. Карбонат кальция CaCO3 Преимущества: низкая стоимость; не токсичен; широкий интервал размеров частиц; стабильность свойств в широком
- 49. Диоксид кремния Si(OH)3 Преимущества: обеспечивает придания связующим тиксотропных свойств, даже при низком содержании (до 0,1 мас.ч.);
- 50. Гидрооксид алюминия Al(OH)3 Преимущества: низкая стоимость; не токсичен. Недостатки: понижает прочностные характеристики; ограниченная теплостойкость (разлагается при
- 51. Микросферы Преимущества: - хорошее смачивание, которое обеспечивается за счет сферической формы; на поверхность микросфер можно наносить
- 52. Капсулированные наполнители, придающие ПКМ эффект самовосстановления 50% от разрушающей нагрузки 70% от разрушающей нагрузки 80% от
- 54. Скачать презентацию
Определения композиционного материала (КМ)
КМ – монолитные гетерогенные системы где компоненты разграничены
КМ – монолитные гетерогенные системы где компоненты разграничены

Примеры композиционных материалов
Дерево
Пенобетон
Кости, ракушки
Армированная глиной солома
Фанера (многослойный материал, состоящий из однонаправленных
Примеры композиционных материалов
Дерево
Пенобетон
Кости, ракушки
Армированная глиной солома
Фанера (многослойный материал, состоящий из однонаправленных

Состав полимерного материала
Схема структуры
Реальная структура
1
2
3
Наполнитель (1)
Основное
Состав полимерного материала
Схема структуры
Реальная структура
1
2
3
Наполнитель (1)
Основное
Назначение компонентов
Основное назначение связующего (матрицы) – обеспечить монолитность материала и передачу
Назначение компонентов
Основное назначение связующего (матрицы) – обеспечить монолитность материала и передачу
Назначение компонентов
Основное назначение наполнителя – придание полимеру требуемых специальных свойств и
Назначение компонентов
Основное назначение наполнителя – придание полимеру требуемых специальных свойств и

Если в качестве связующего используют смеси полимеров (или олигомеров), то такие
Если в качестве связующего используют смеси полимеров (или олигомеров), то такие
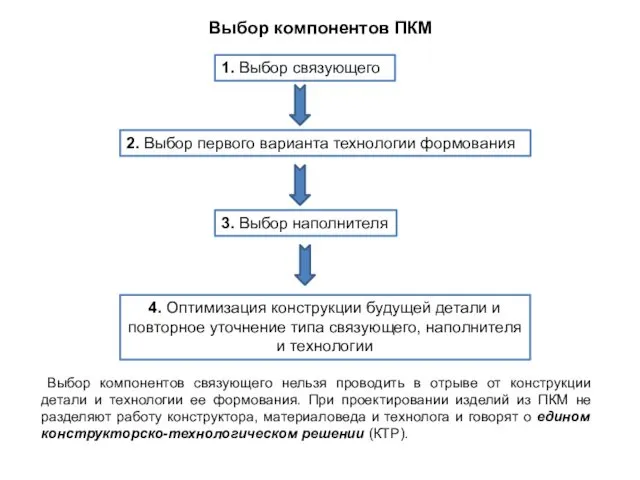
Выбор компонентов ПКМ
Выбор компонентов связующего нельзя проводить в отрыве от конструкции
Выбор компонентов ПКМ
Выбор компонентов связующего нельзя проводить в отрыве от конструкции

Особенности проектирования изделий из полимеров
Критерием оптимальности является одна (или несколько) основных
Особенности проектирования изделий из полимеров
Критерием оптимальности является одна (или несколько) основных
Особенности изготовления композиционных материалов
1. Свойства формируются в процессе производства конкретных конструкций;
2.
Особенности изготовления композиционных материалов
1. Свойства формируются в процессе производства конкретных конструкций;
2.
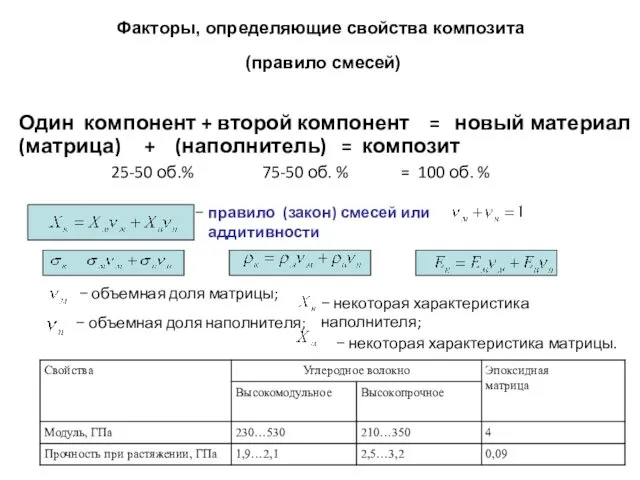
− правило (закон) смесей или аддитивности
− объемная доля матрицы;
Факторы,
− правило (закон) смесей или аддитивности
− объемная доля матрицы;
Факторы,
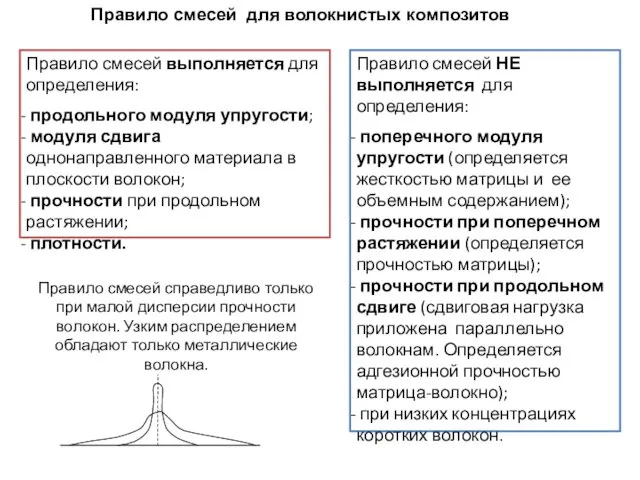
Правило смесей для волокнистых композитов
Правило смесей выполняется для определения:
продольного модуля
Правило смесей для волокнистых композитов
Правило смесей выполняется для определения:
продольного модуля
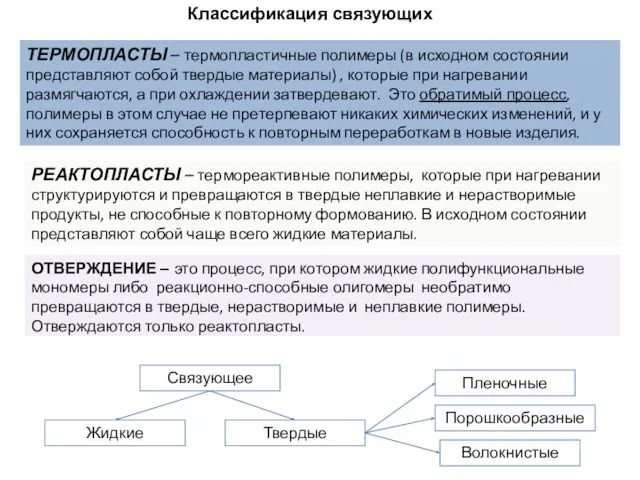
Классификация связующих
РЕАКТОПЛАСТЫ – термореактивные полимеры, которые при нагревании структурируются и превращаются в
Классификация связующих
РЕАКТОПЛАСТЫ – термореактивные полимеры, которые при нагревании структурируются и превращаются в

Классификация связующих
Классификация связующих
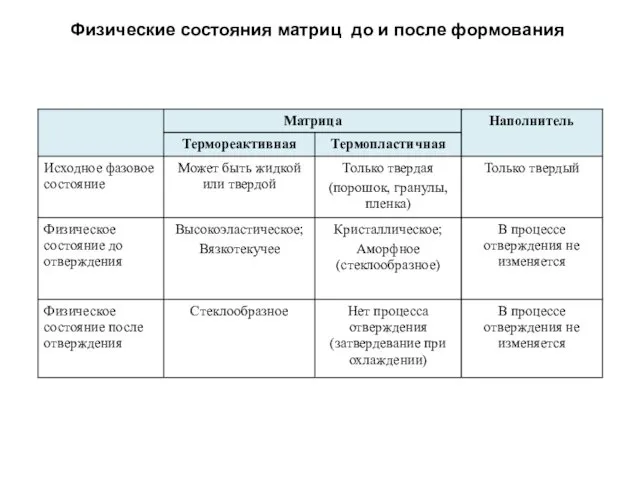
Физические состояния матриц до и после формования
Физические состояния матриц до и после формования
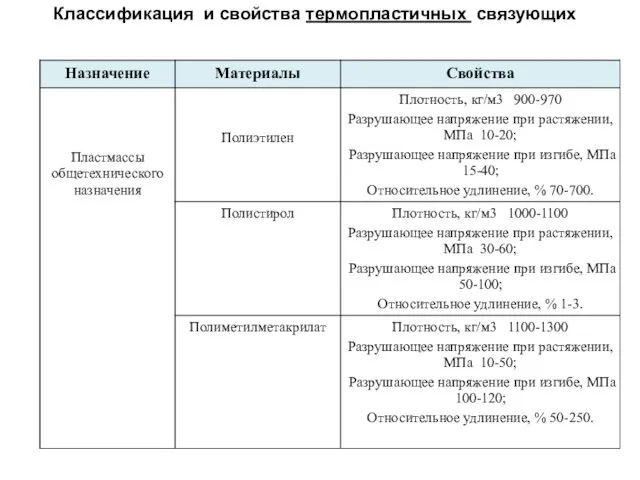
Классификация и свойства термопластичных связующих
Классификация и свойства термопластичных связующих
Классификация и свойства термопластичных связующих
Классификация и свойства термопластичных связующих
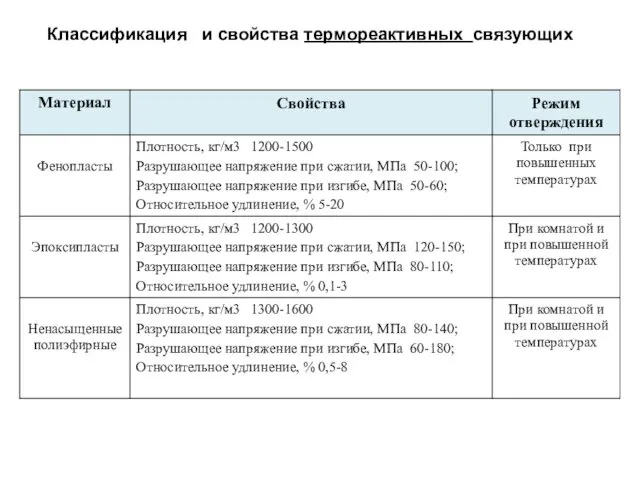
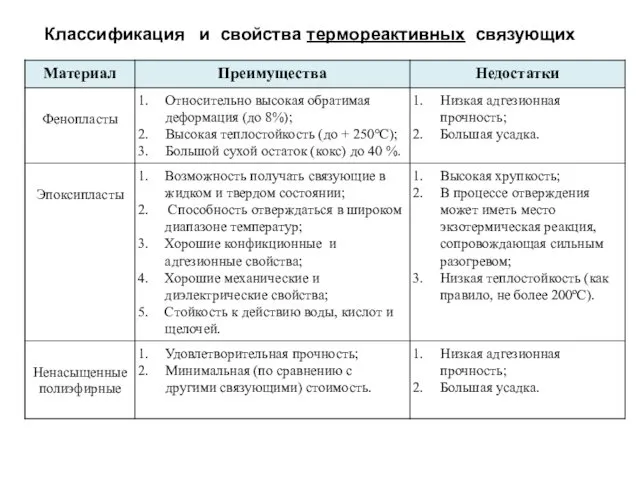
Классификация и свойства термореактивных связующих
Классификация и свойства термореактивных связующих
Классификация и свойства термореактивных связующих
Классификация и свойства термореактивных связующих
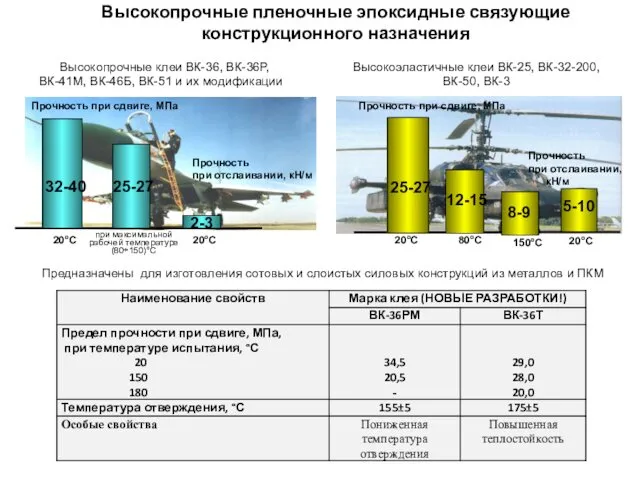
Высокопрочные пленочные эпоксидные связующие конструкционного назначения
Предназначены для изготовления сотовых и слоистых
Высокопрочные пленочные эпоксидные связующие конструкционного назначения
Предназначены для изготовления сотовых и слоистых
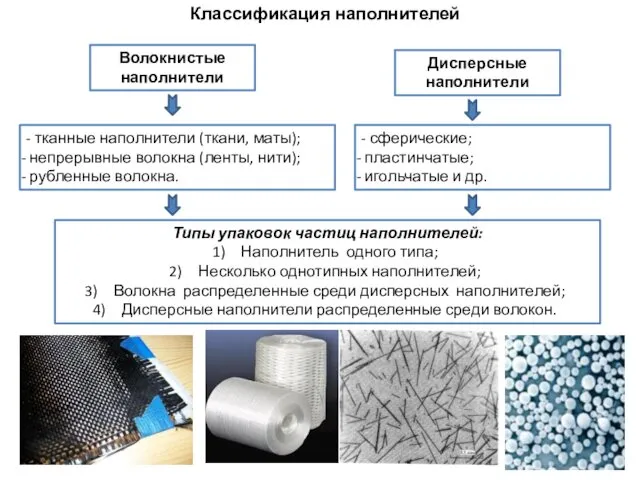
Классификация наполнителей
Дисперсные наполнители
Волокнистые наполнители
- сферические;
пластинчатые;
игольчатые и др.
- тканные наполнители
Классификация наполнителей
Дисперсные наполнители
Волокнистые наполнители
- сферические;
пластинчатые;
игольчатые и др.
- тканные наполнители
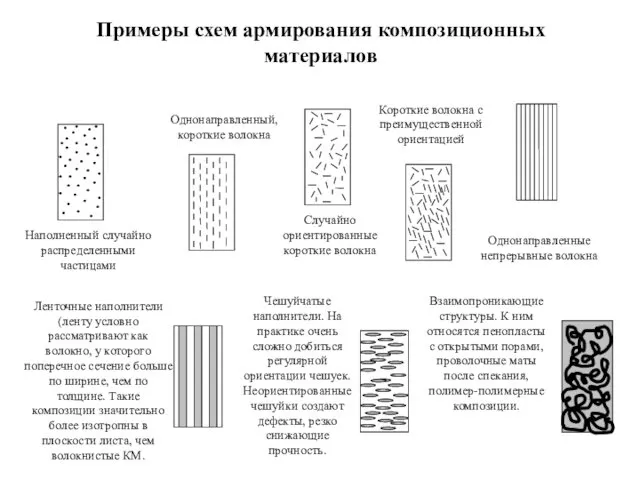
Примеры схем армирования композиционных материалов
Наполненный случайно распределенными частицами
Однонаправленный, короткие волокна
Случайно ориентированные
Примеры схем армирования композиционных материалов
Наполненный случайно распределенными частицами
Однонаправленный, короткие волокна
Случайно ориентированные
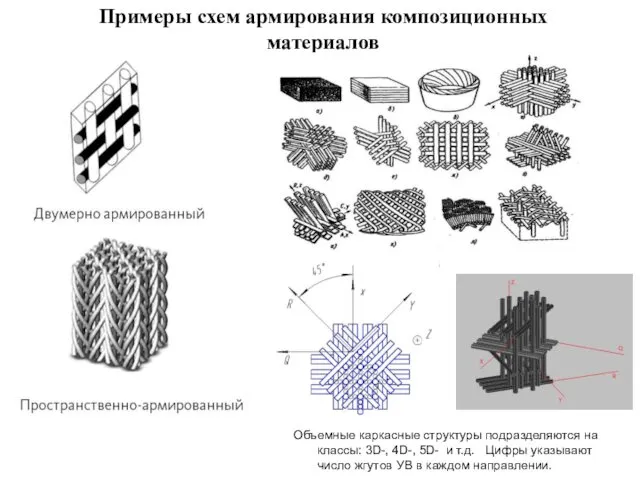
Примеры схем армирования композиционных материалов
Объемные каркасные структуры подразделяются на классы: 3D-,
Примеры схем армирования композиционных материалов
Объемные каркасные структуры подразделяются на классы: 3D-,
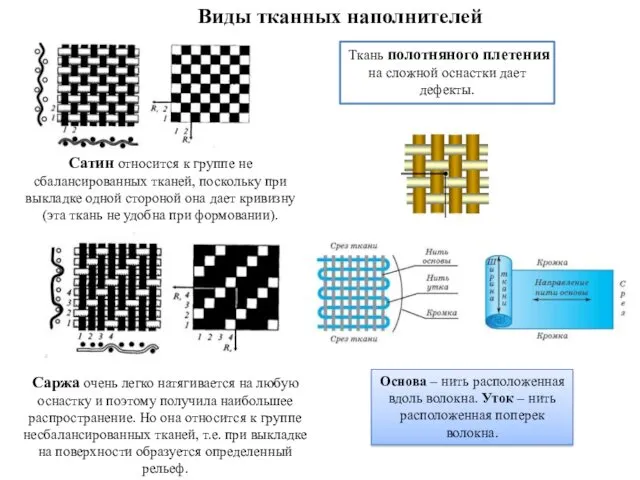
Виды тканных наполнителей
Ткань полотняного плетения на сложной оснастки дает дефекты.
Саржа очень
Виды тканных наполнителей
Ткань полотняного плетения на сложной оснастки дает дефекты.
Саржа очень
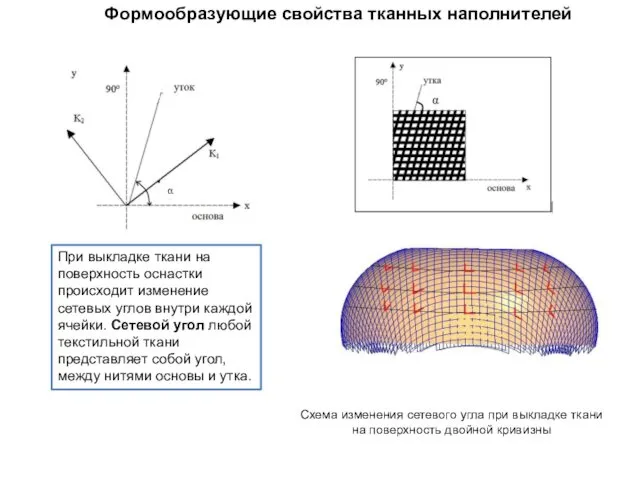
Формообразующие свойства тканных наполнителей
При выкладке ткани на поверхность оснастки происходит изменение
Формообразующие свойства тканных наполнителей
При выкладке ткани на поверхность оснастки происходит изменение
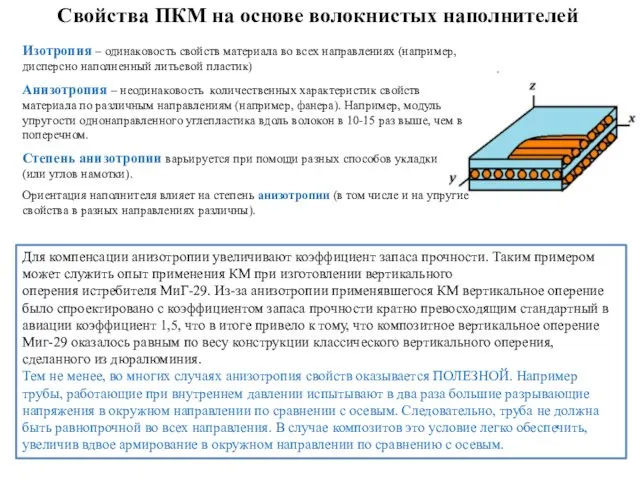
Свойства ПКМ на основе волокнистых наполнителей
Для компенсации анизотропии увеличивают коэффициент запаса
Свойства ПКМ на основе волокнистых наполнителей
Для компенсации анизотропии увеличивают коэффициент запаса
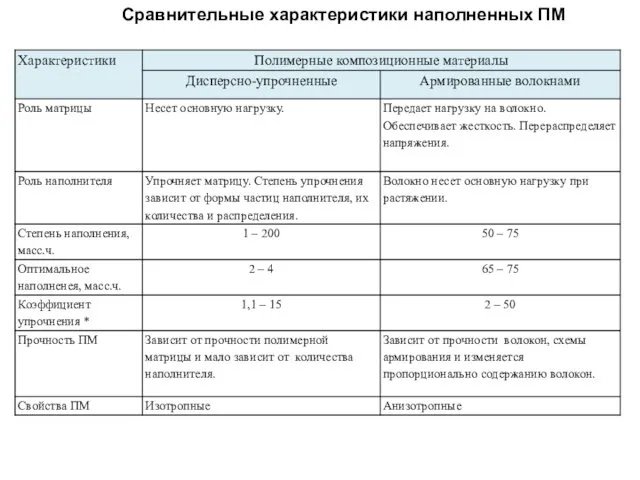
Сравнительные характеристики наполненных ПМ
Сравнительные характеристики наполненных ПМ

Волокнистые наполнители
Свойства определяются:
у органических волокон степенью ориентации макромолекул;
у
Волокнистые наполнители
Свойства определяются:
у органических волокон степенью ориентации макромолекул;
у
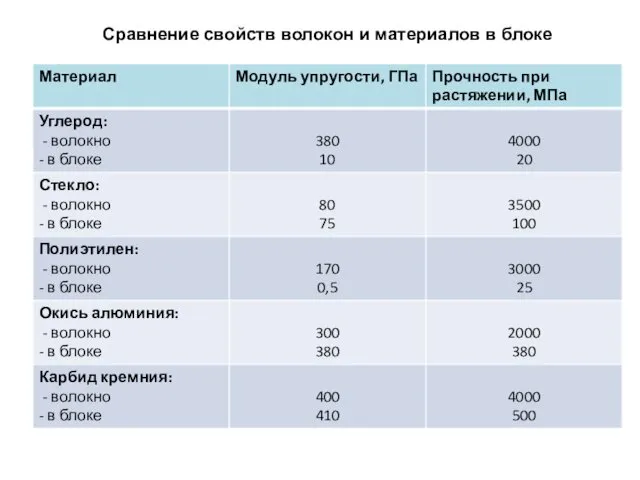
Сравнение свойств волокон и материалов в блоке
Сравнение свойств волокон и материалов в блоке

Стеклянные волокна
Стеклянные волокна получают высокоскоростной вытяжкой из однородной стекловидной массы, представляющей
Стеклянные волокна
Стеклянные волокна получают высокоскоростной вытяжкой из однородной стекловидной массы, представляющей
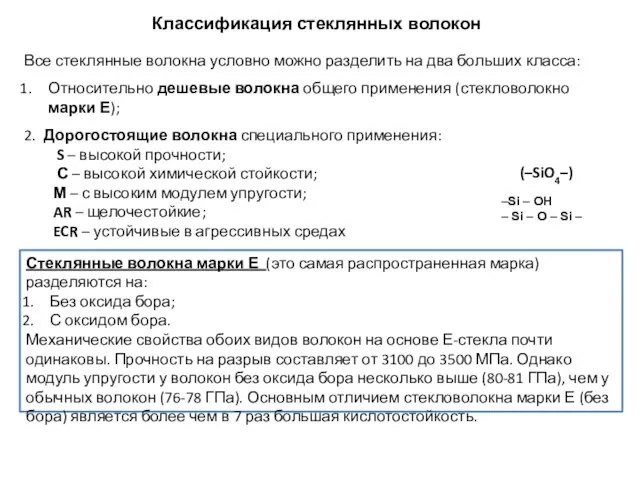
Все стеклянные волокна условно можно разделить на два больших класса:
Относительно дешевые
Все стеклянные волокна условно можно разделить на два больших класса:
Относительно дешевые

Структура стеклянных волокон марки Е без и с оксидом бора
Рубленное стекловолокно
[Бородулин
Структура стеклянных волокон марки Е без и с оксидом бора
Рубленное стекловолокно
[Бородулин
Стекловолокно марки S обладает рекордными значениями прочности и модуля упругости для
Стекловолокно марки S обладает рекордными значениями прочности и модуля упругости для
Свойства стеклянных волокон
а)
б)
[Бородулин А.С. Свойства и особенности структур стеклянных волокон, используемых
Свойства стеклянных волокон
а)
б)
[Бородулин А.С. Свойства и особенности структур стеклянных волокон, используемых

Свойства стеклотканей
[Бородулин А.С. Свойства и особенности структур стеклянных волокон, используемых для
Свойства стеклотканей
[Бородулин А.С. Свойства и особенности структур стеклянных волокон, используемых для
Углеродные волокна (УВ)
Преимущества:
высокий модуль упругости (у графитизированных УВ);
высокая прочность (у
Углеродные волокна (УВ)
Преимущества:
высокий модуль упругости (у графитизированных УВ);
высокая прочность (у
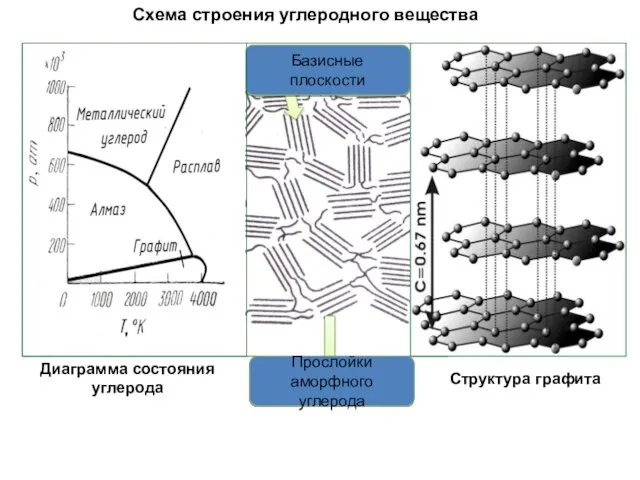
Схема строения углеродного вещества
Прослойки аморфного углерода
Базисные плоскости
Структура графита
Диаграмма состояния углерода
Схема строения углеродного вещества
Прослойки аморфного углерода
Базисные плоскости
Структура графита
Диаграмма состояния углерода
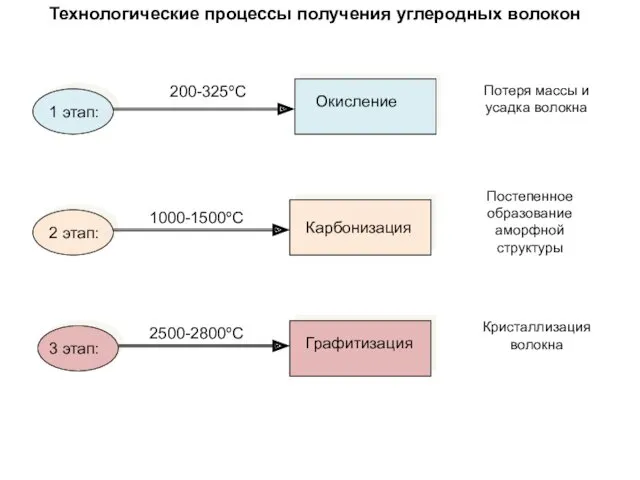
Технологические процессы получения углеродных волокон
1 этап:
2 этап:
3 этап:
200-325ºС
1000-1500ºС
2500-2800ºС
Окисление
Потеря массы и
усадка
Технологические процессы получения углеродных волокон
1 этап:
2 этап:
3 этап:
200-325ºС
1000-1500ºС
2500-2800ºС
Окисление
Потеря массы и
усадка
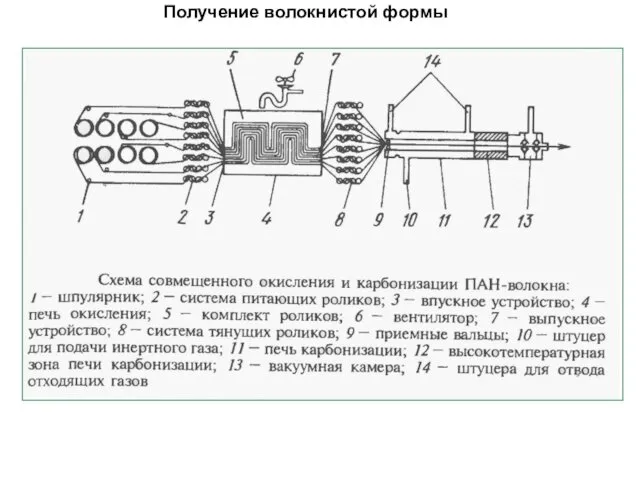
Получение волокнистой формы
Получение волокнистой формы
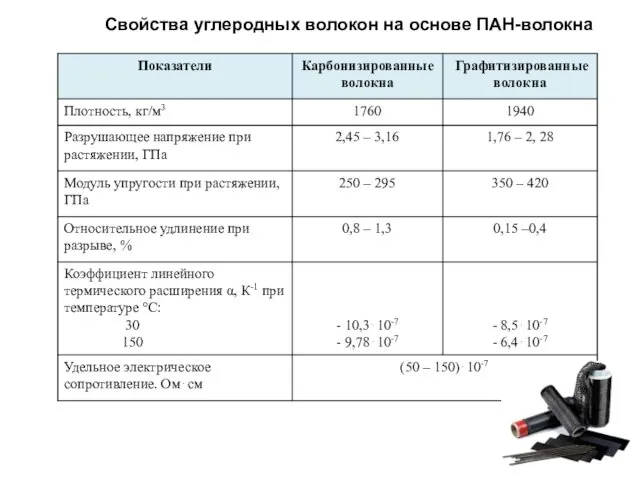
Свойства углеродных волокон на основе ПАН-волокна
Свойства углеродных волокон на основе ПАН-волокна

Структура углеродного волокна марки УТ900, полученного при различных температурах отжига
Неотожженное
Свойства
Структура углеродного волокна марки УТ900, полученного при различных температурах отжига
Неотожженное
Свойства
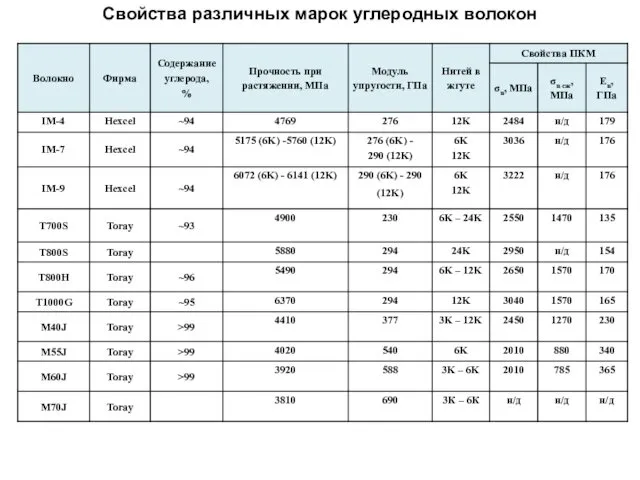
Свойства различных марок углеродных волокон
Свойства различных марок углеродных волокон
Рост спроса на УВ в течение 50 лет (1970-2020) и изменение
Рост спроса на УВ в течение 50 лет (1970-2020) и изменение
Крупнейшие производители углеродных волокон
Крупнейшие производители углеродных волокон

Классификация дисперсных наполнителей по форме частиц
Классификация дисперсных наполнителей по форме частиц
Технический углерод (сажа)
Преимущества:
низкая стоимость;
очень высокая стойкость к действию ультрафиолетового излучения;
Технический углерод (сажа)
Преимущества:
низкая стоимость;
очень высокая стойкость к действию ультрафиолетового излучения;
Карбонат кальция CaCO3
Преимущества:
низкая стоимость;
не токсичен;
широкий интервал размеров частиц;
Карбонат кальция CaCO3
Преимущества:
низкая стоимость;
не токсичен;
широкий интервал размеров частиц;
Диоксид кремния Si(OH)3
Преимущества:
обеспечивает придания связующим тиксотропных свойств, даже при
Диоксид кремния Si(OH)3
Преимущества:
обеспечивает придания связующим тиксотропных свойств, даже при
Гидрооксид алюминия Al(OH)3
Преимущества:
низкая стоимость;
не токсичен.
Недостатки:
понижает прочностные характеристики;
ограниченная
Гидрооксид алюминия Al(OH)3
Преимущества:
низкая стоимость;
не токсичен.
Недостатки:
понижает прочностные характеристики;
ограниченная
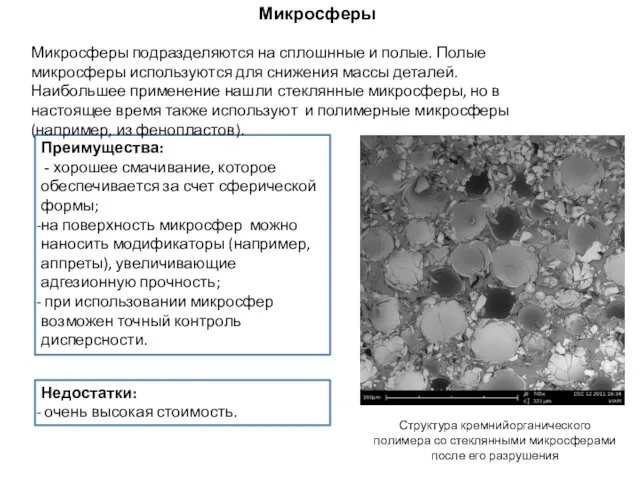
Микросферы
Преимущества:
- хорошее смачивание, которое обеспечивается за счет сферической формы;
на поверхность
Микросферы
Преимущества:
- хорошее смачивание, которое обеспечивается за счет сферической формы;
на поверхность
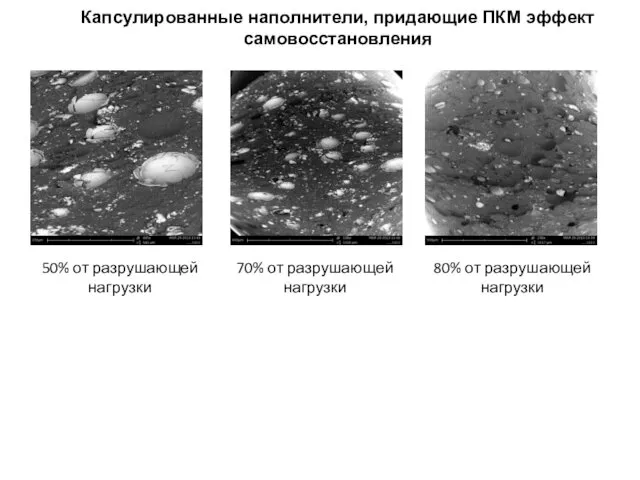
Капсулированные наполнители, придающие ПКМ эффект самовосстановления
50% от разрушающей нагрузки
70% от разрушающей
Капсулированные наполнители, придающие ПКМ эффект самовосстановления
50% от разрушающей нагрузки
70% от разрушающей
 Особенности применения проблемных моделей обучения на уроках химии
Особенности применения проблемных моделей обучения на уроках химии Кристаллография и основы кристаллохимии. Закон постоянства углов. Методы проецирования кристаллов. Лекция №6
Кристаллография и основы кристаллохимии. Закон постоянства углов. Методы проецирования кристаллов. Лекция №6 Алюминий и его соединения
Алюминий и его соединения Расчет материального и теплового баланса процесса пиролиза гексана
Расчет материального и теплового баланса процесса пиролиза гексана Неоднородные системы (процессы и аппараты химической технологии, 8 лекция)
Неоднородные системы (процессы и аппараты химической технологии, 8 лекция) Предмет аналитической химии и ее основные понятия
Предмет аналитической химии и ее основные понятия Алкадиены. Диеновые углеводороды
Алкадиены. Диеновые углеводороды Изомерия. Типы изомерии
Изомерия. Типы изомерии Химические уравнения
Химические уравнения α-Аминокислоты и белки
α-Аминокислоты и белки Відносна густина газів
Відносна густина газів Циклоалканы
Циклоалканы Окислительно-восстановительные реакции
Окислительно-восстановительные реакции Щелочной металл натрий
Щелочной металл натрий Гидролиз. Необратимый гидролиз
Гидролиз. Необратимый гидролиз Химическая промышленность
Химическая промышленность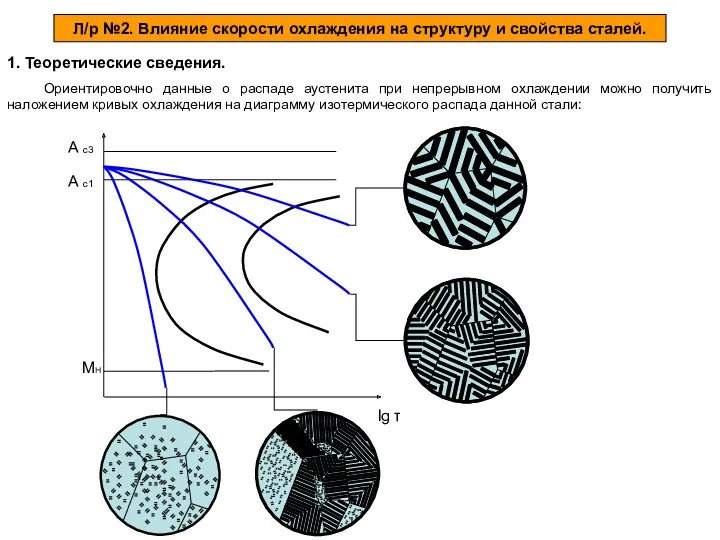 Влияние скорости охлаждения на структуру и свойства сталей
Влияние скорости охлаждения на структуру и свойства сталей Органический полимер полиэфирэфиркетон (PEEK). Использование PEEK в 3D-печати
Органический полимер полиэфирэфиркетон (PEEK). Использование PEEK в 3D-печати Высокомолекулярные соединения и супрамолекулярные структуры. (Лекция 3)
Высокомолекулярные соединения и супрамолекулярные структуры. (Лекция 3) Алотропні форми Карбону
Алотропні форми Карбону Анализ галогенидов щелочных металлов
Анализ галогенидов щелочных металлов Классификация и номенклатура липидов. Жирные кислоты, их классификация и номенклатура
Классификация и номенклатура липидов. Жирные кислоты, их классификация и номенклатура Окислительно-восстановительные реакции. 11 класс
Окислительно-восстановительные реакции. 11 класс Химический элемент водород
Химический элемент водород СВОЙСТВА ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ.
СВОЙСТВА ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ. Общие понятия неорганической химии. Химические свойства основных классов неорганических веществ. Лекция 3
Общие понятия неорганической химии. Химические свойства основных классов неорганических веществ. Лекция 3 Хром. Строение атома
Хром. Строение атома Особенности химического состава клетки
Особенности химического состава клетки