- Проект установки каталитического риформинга мощностью 1200 тыс. тонн

Содержание
- 2. Одними из наиболее распространенных процессов нефтепереработки являются процессы каталитического риформирования, с помощью которых можно получать высококачественные
- 3. Сырьем для риформинга служат бензиновые фракции прямой перегонки нефти с различными пределами выкипания: для получения бензола
- 4. Основы химических процессов каталитического риформинга Основой процесса служат три типа реакций. Наиболее важны перечисленные ниже реакции:
- 5. Полиметаллические катализаторы обладают следующими преимуществами: - высокий выход катализата; - повышенная термостабильность; - высокая селективность; -
- 6. Влияние параметров процесса на сам процесс и его результат Влияние температуры на состав катализата Влияние давления
- 7. Сырье и продукты процесса Содержание фракций в сырье и их характеристика
- 8. Характеристики полученного катализата
- 9. Использование в первом реакторе катализатора со сбалансированным соотношением Re и Pt (0,89-1,12), а в остальных реакторах
- 10. Количество и состав сырья Данные по составу циркулирующего водородсодержащего газа Циркуляцию ВСГ поддерживают в интервале 900-1850
- 11. Данные расчета по определению состава смеси сырья и водорода Распределение катализатора между реакторами Риформинг бензиновых фракций
- 12. Материальный баланс реакций Материальный баланс компонентов Расчет процессов, происходящих в основном реакторе
- 13. Тепловой баланс основного реактора Состав газа покидающего реактор
- 14. Технико-экономические показатели установки риформинга Смета цеховых расходов
- 15. Плановая себестоимость продукции с учетом усовершенствований процесса
- 17. Скачать презентацию
Одними из наиболее распространенных процессов нефтепереработки являются процессы каталитического риформирования, с
Одними из наиболее распространенных процессов нефтепереработки являются процессы каталитического риформирования, с
Сырьем для риформинга служат бензиновые фракции прямой перегонки нефти с различными
Сырьем для риформинга служат бензиновые фракции прямой перегонки нефти с различными
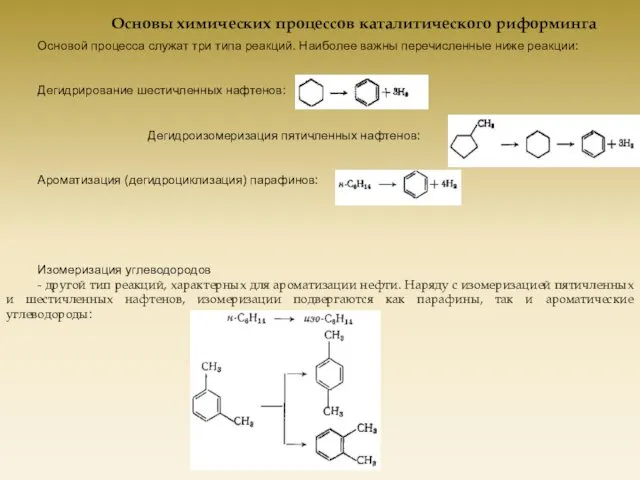
Основы химических процессов каталитического риформинга
Основой процесса служат три типа реакций. Наиболее
Основы химических процессов каталитического риформинга
Основой процесса служат три типа реакций. Наиболее
Полиметаллические катализаторы обладают следующими преимуществами:
- высокий выход катализата;
- повышенная
- высокий выход катализата;
- повышенная
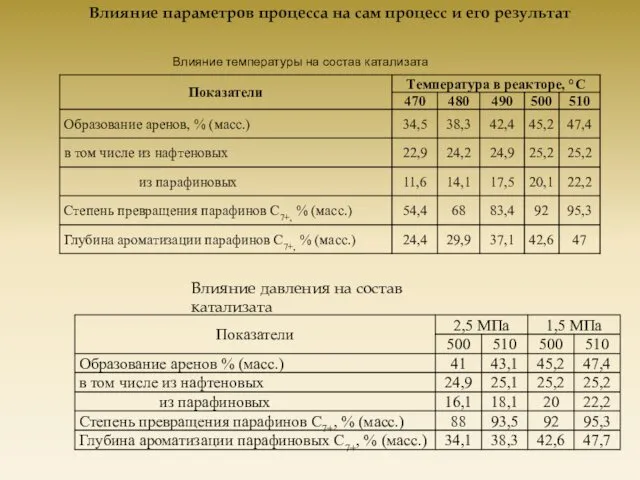
Влияние параметров процесса на сам процесс и его результат
Влияние температуры на
Влияние параметров процесса на сам процесс и его результат
Влияние температуры на
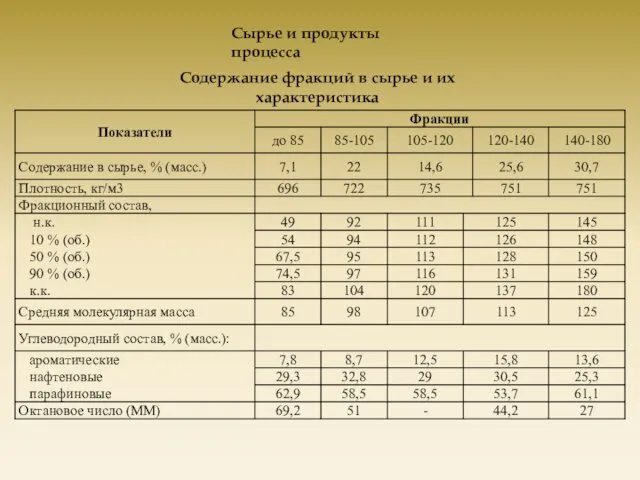
Сырье и продукты процесса
Содержание фракций в сырье и их характеристика
Сырье и продукты процесса
Содержание фракций в сырье и их характеристика
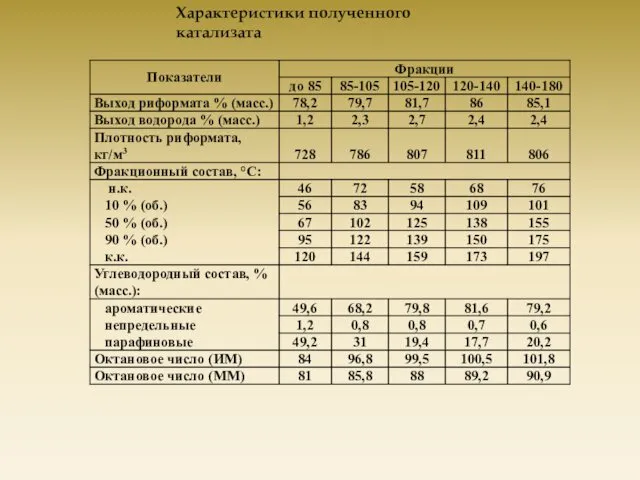
Характеристики полученного катализата
Характеристики полученного катализата
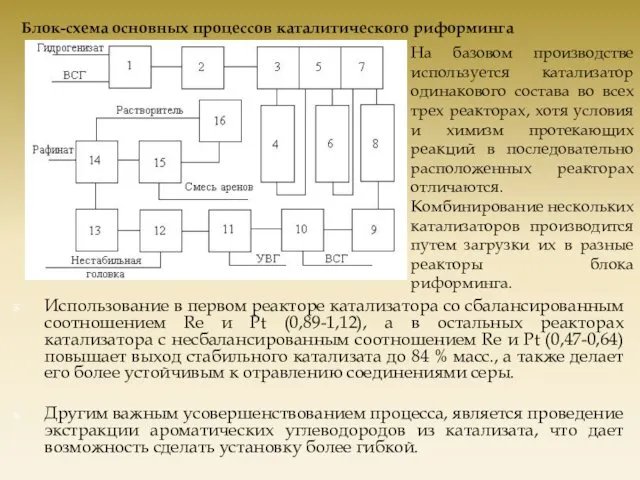
Использование в первом реакторе катализатора со сбалансированным соотношением Re и Pt
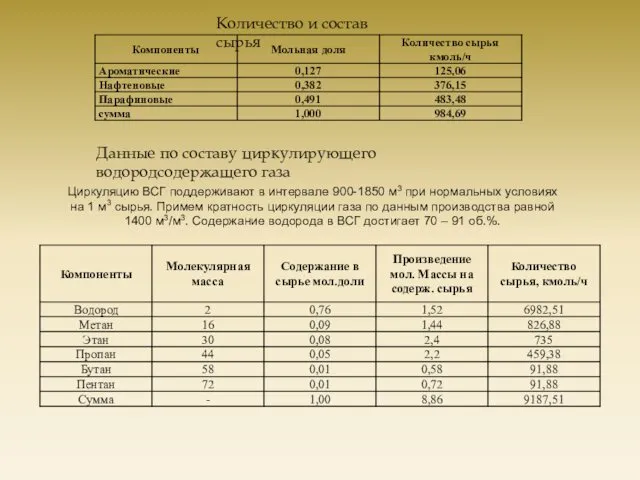
Количество и состав сырья
Данные по составу циркулирующего водородсодержащего газа
Циркуляцию ВСГ поддерживают
Количество и состав сырья
Данные по составу циркулирующего водородсодержащего газа
Циркуляцию ВСГ поддерживают
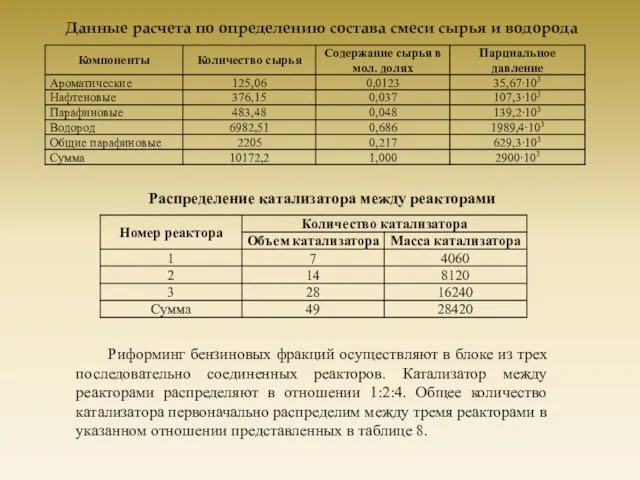
Данные расчета по определению состава смеси сырья и водорода
Распределение катализатора между
Данные расчета по определению состава смеси сырья и водорода
Распределение катализатора между
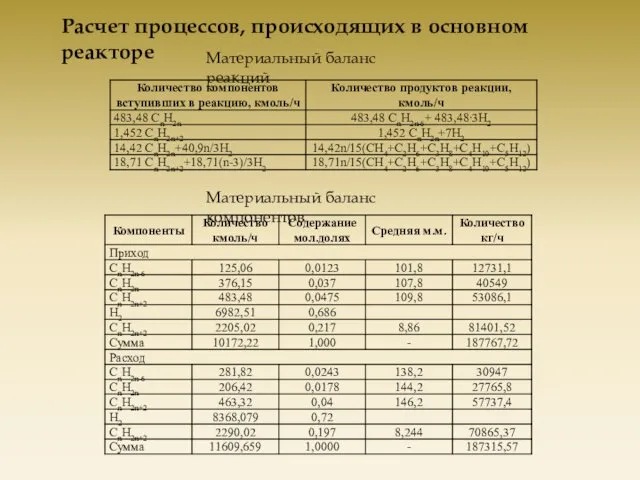
Материальный баланс реакций
Материальный баланс компонентов
Расчет процессов, происходящих в основном
Материальный баланс реакций
Материальный баланс компонентов
Расчет процессов, происходящих в основном

Тепловой баланс основного реактора
Состав газа покидающего реактор
Тепловой баланс основного реактора
Состав газа покидающего реактор
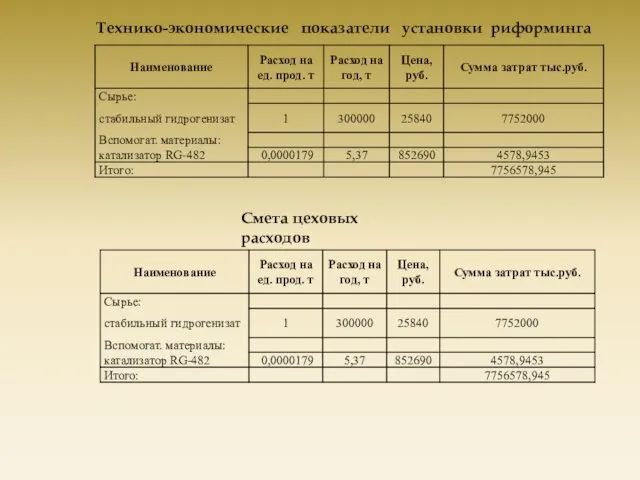
Технико-экономические показатели установки риформинга
Смета цеховых расходов
Технико-экономические показатели установки риформинга
Смета цеховых расходов
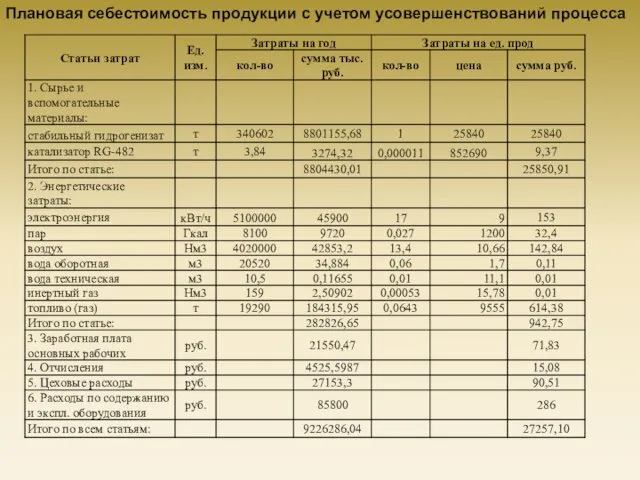
Плановая себестоимость продукции с учетом усовершенствований процесса
Плановая себестоимость продукции с учетом усовершенствований процесса
 Применение алюминия и его сплава в машиностроении
Применение алюминия и его сплава в машиностроении Твердые вещества
Твердые вещества Химическая связь. Природа химической связи
Химическая связь. Природа химической связи Типы химических реакций
Типы химических реакций Изомерия биоорганических соединений. Структура и функции биолекул
Изомерия биоорганических соединений. Структура и функции биолекул Химические свойства альдегидов
Химические свойства альдегидов Атомовиты. Анатомо-физиологические свойства
Атомовиты. Анатомо-физиологические свойства Азот қышқылы
Азот қышқылы Хімічні властивості оксидів
Хімічні властивості оксидів Газовые смеси
Газовые смеси Простые вещества неметаллы
Простые вещества неметаллы Лекция №11 ДИСПЕРСНЫЕ СИСТЕМЫ И РАСТВОРЫ
Лекция №11 ДИСПЕРСНЫЕ СИСТЕМЫ И РАСТВОРЫ Хімія та побут
Хімія та побут Пропилен-алкены(пропен)
Пропилен-алкены(пропен) Кремний и его соединения
Кремний и его соединения Учение о растворах
Учение о растворах Жиры. История открытия, строение, классификация, свойства
Жиры. История открытия, строение, классификация, свойства Теория растворов (лекция 2)
Теория растворов (лекция 2) Фосфор красный, белый и черный
Фосфор красный, белый и черный Electronică aplicată. (Curs 2)
Electronică aplicată. (Curs 2) Қанықпаған көмірсутектердің реакцияға түсу қабілеттілігі
Қанықпаған көмірсутектердің реакцияға түсу қабілеттілігі Формула вещества. Относительная молекулярная масса. Простые и сложные вещества (8 класс)
Формула вещества. Относительная молекулярная масса. Простые и сложные вещества (8 класс) Сушка в химической промышленности. Свойства влажного воздуха
Сушка в химической промышленности. Свойства влажного воздуха Основания, их классификация и свойства
Основания, их классификация и свойства Алюминий. Сплавы алюминия
Алюминий. Сплавы алюминия Кислородсодержащие органические соединения. 9 класс
Кислородсодержащие органические соединения. 9 класс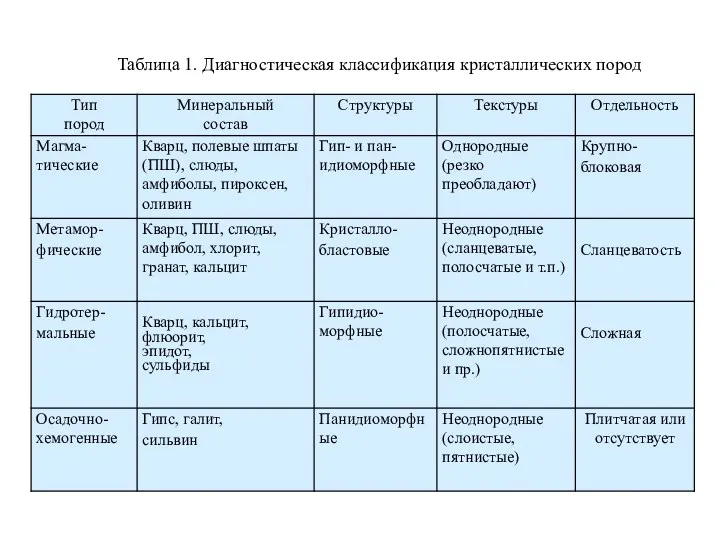 Диагностика метаморфических и гидротермальных горных пород
Диагностика метаморфических и гидротермальных горных пород Изомерия и ее виды
Изомерия и ее виды