- Коррозия металлов

Содержание
- 2. Потери от коррозии Прямые: безвозвратные потери металла; стоимость замены оборудования, конструкции; расходы на противокоррозионную защиту. Косвенные:
- 3. Морские суда Танкерный флот – ущерб более 15 млн.руб./год (рубли СССР). Ежегодно подлежат замене около 15
- 4. Причина коррозии Коррозия – необратимый процесс химического, электрохимического и биохимического разрушения металла на границе раздела фаз
- 5. Микро- и макро гальванические элементы
- 6. Ток коррозии Скорость процесса коррозии (Vк) пропорциональна общему току коррозии (Iк). Ток коррозии можно выразить: Iк
- 7. Коррозионный потенциал металла ε – потенциал металла, какой??? Равновесный – металл в растворе своей соли. Система:
- 8. Анодный и катодный процессы (─) M ─ ne → Mn+ или c учетом гидратации иона металла:
- 9. Окислитель – ион водорода (рН ZnO + HCI → ZnCI2 + H2O, (─) Zn│ HCI │
- 10. Коррозия активных металлов (кальция, магния, алюминия) в воде. Mg + H2O → Mg(OH)2 + H2↑ Тот
- 11. Коррозия стали (железа) в атмосфере (─) Fe ─ 2e → Fe2+ (+) O2 + 2H2O +
- 12. Виды неоднородности поверхности металла Контактная коррозия (макро-). Избирательная коррозия компонента сплава (микро-). (─) Zn│ H2O, O2,
- 13. Обесцинкованная латунь
- 14. Контактная коррозия кронштейна
- 15. Медь-серебро
- 16. Контактная коррозия
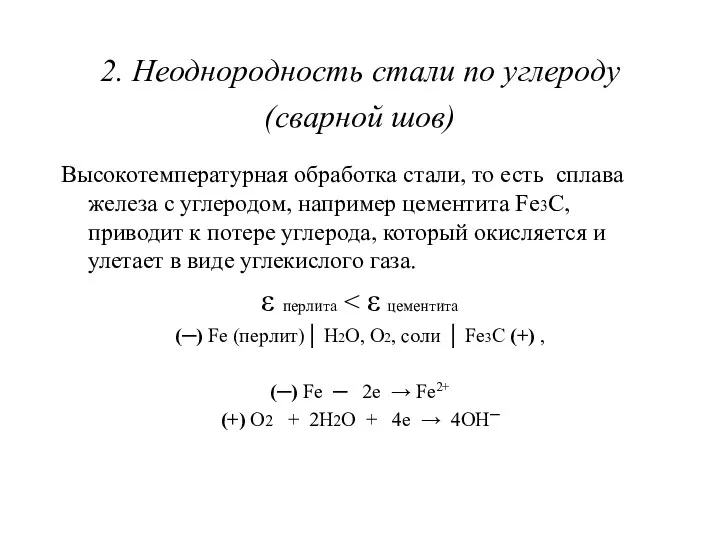
- 17. 2. Неоднородность стали по углероду (сварной шов) Высокотемпературная обработка стали, то есть сплава железа с углеродом,
- 18. Сильная коррозия сварного шва (не прокрашен)
- 19. Коррозия на швах элементов подвески и резьбах
- 20. Отрыв опорной плиты прицепа из-за коррозии сварного шва
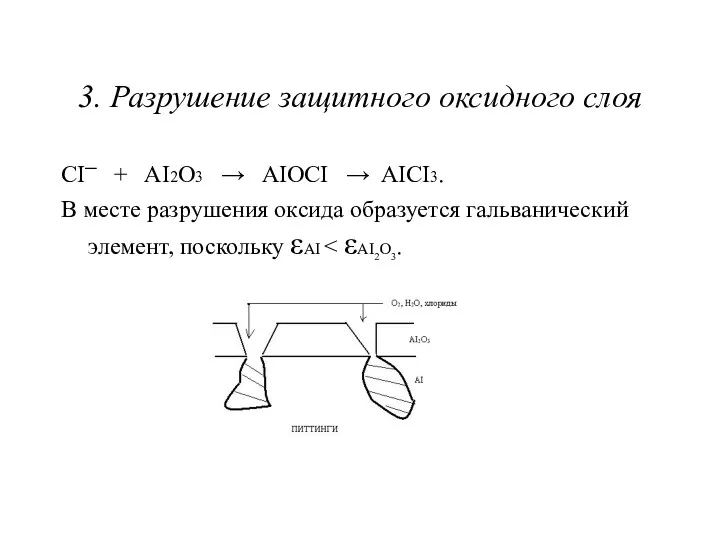
- 21. 3. Разрушение защитного оксидного слоя CI─ + AI2O3 → AIOCI → AICI3. В месте разрушения оксида
- 22. Питтинговая (точечная) коррозия
- 23. 4. Неоднородная обработка поверхности Ферроксил-индикатор содержит водный раствор красной кровяной соли K3[Fe(CN)6], хлорид натрия и фенолфталеин.
- 24. 5. Различные внутренние напряжения
- 25. 6. Неравномерная (дифференциальная) аэрация воды. Металлическая конструкция омывается водой с различной концентрацией растворенного в ней кислорода
- 27. Скачать презентацию
Потери от коррозии
Прямые:
безвозвратные потери металла;
стоимость замены оборудования, конструкции;
расходы на противокоррозионную защиту.
Косвенные:
•
Потери от коррозии
Прямые:
безвозвратные потери металла;
стоимость замены оборудования, конструкции;
расходы на противокоррозионную защиту.
Косвенные:
•
Морские суда
Танкерный флот – ущерб более 15 млн.руб./год (рубли СССР).
Ежегодно подлежат
Морские суда
Танкерный флот – ущерб более 15 млн.руб./год (рубли СССР).
Ежегодно подлежат
Причина коррозии
Коррозия – необратимый процесс химического, электрохимического и биохимического разрушения металла
Причина коррозии
Коррозия – необратимый процесс химического, электрохимического и биохимического разрушения металла
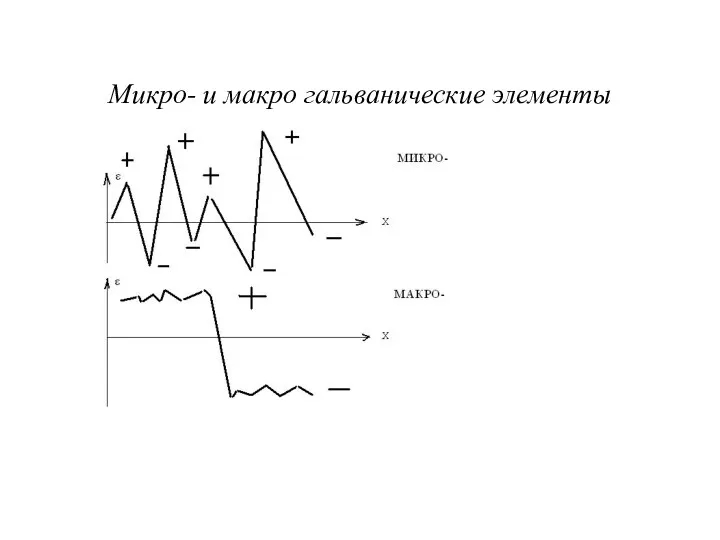
Микро- и макро гальванические элементы
Микро- и макро гальванические элементы
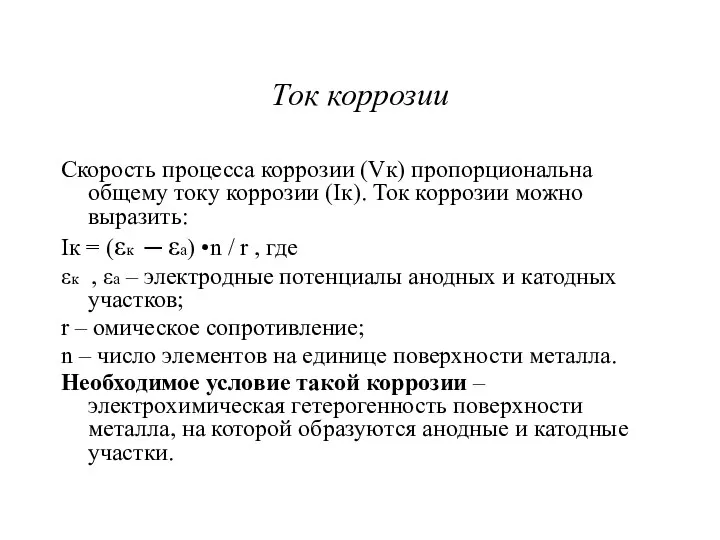
Ток коррозии
Скорость процесса коррозии (Vк) пропорциональна общему току коррозии (Iк). Ток
Ток коррозии
Скорость процесса коррозии (Vк) пропорциональна общему току коррозии (Iк). Ток
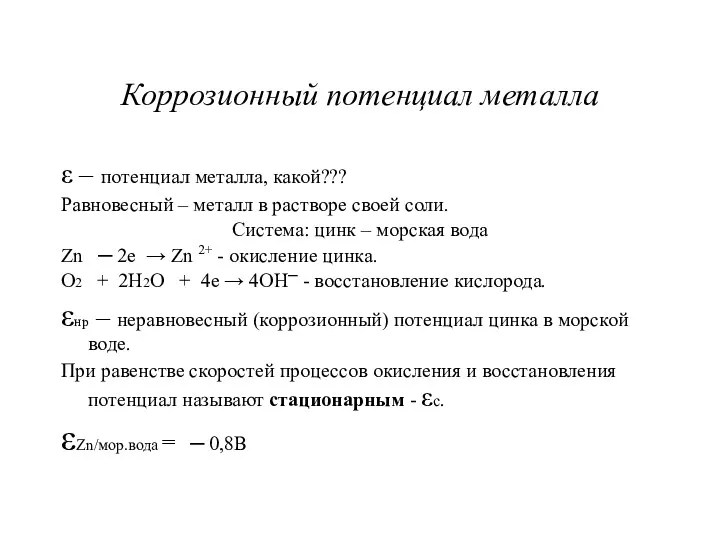
Коррозионный потенциал металла
ε – потенциал металла, какой???
Равновесный – металл в растворе
Коррозионный потенциал металла
ε – потенциал металла, какой???
Равновесный – металл в растворе
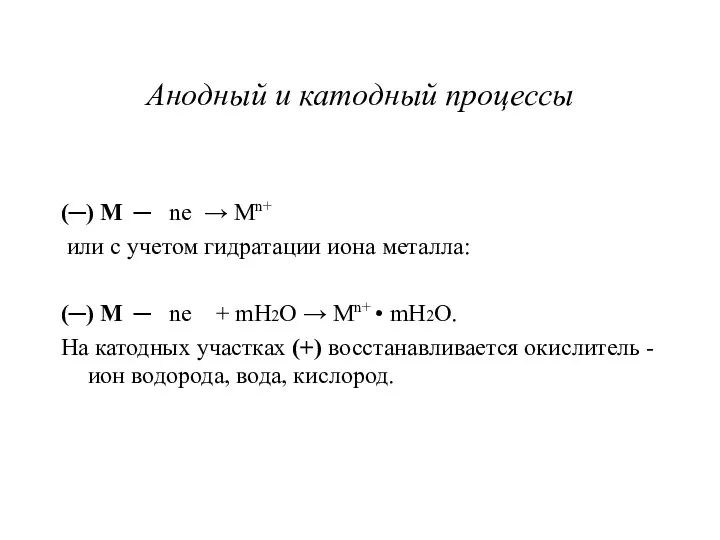
Анодный и катодный процессы
(─) M ─ ne → Mn+
или
Анодный и катодный процессы
(─) M ─ ne → Mn+
или
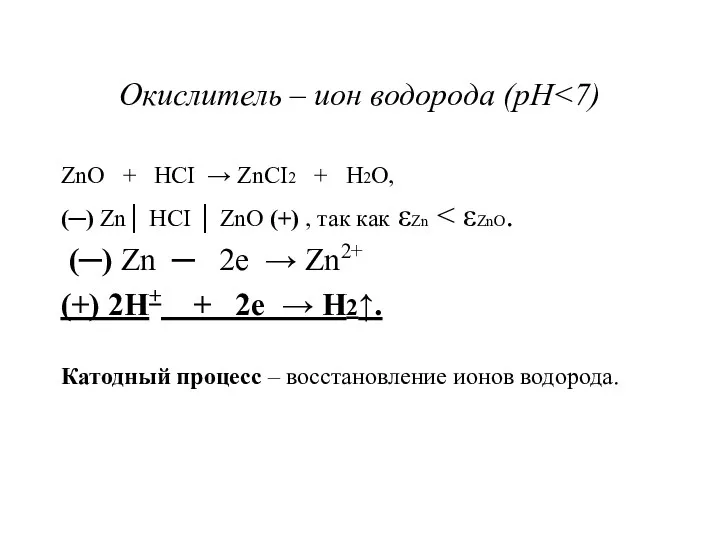
Окислитель – ион водорода (рН<7)
ZnO + HCI → ZnCI2 + H2O,
(─)
Окислитель – ион водорода (рН<7)
ZnO + HCI → ZnCI2 + H2O,
(─)
Коррозия активных металлов (кальция, магния, алюминия) в воде.
Mg + H2O
Коррозия активных металлов (кальция, магния, алюминия) в воде.
Mg + H2O
Коррозия стали (железа) в атмосфере
(─) Fe ─ 2e →
Коррозия стали (железа) в атмосфере
(─) Fe ─ 2e →
Виды неоднородности поверхности металла
Контактная коррозия (макро-). Избирательная коррозия компонента сплава (микро-).
(─)
Виды неоднородности поверхности металла
Контактная коррозия (макро-). Избирательная коррозия компонента сплава (микро-).
(─)

Обесцинкованная латунь
Обесцинкованная латунь
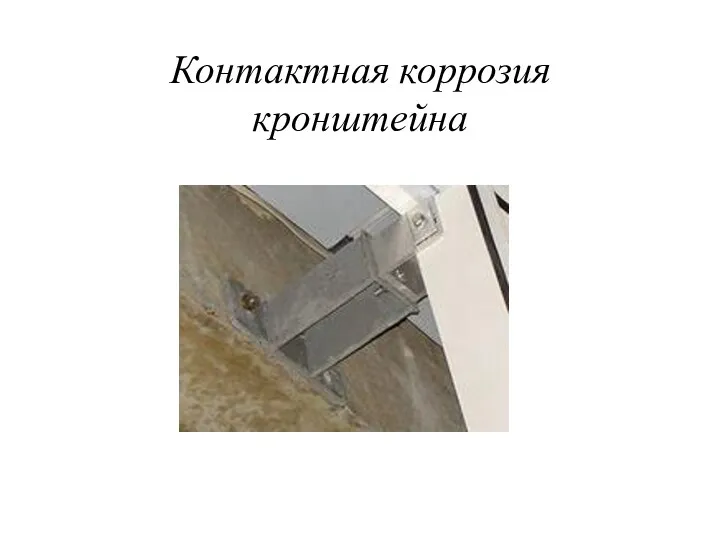
Контактная коррозия кронштейна
Контактная коррозия кронштейна
Медь-серебро
Медь-серебро

Контактная коррозия
Контактная коррозия
2. Неоднородность стали по углероду (сварной шов)
Высокотемпературная обработка стали, то
2. Неоднородность стали по углероду (сварной шов)
Высокотемпературная обработка стали, то

Сильная коррозия сварного шва (не прокрашен)
Сильная коррозия сварного шва (не прокрашен)
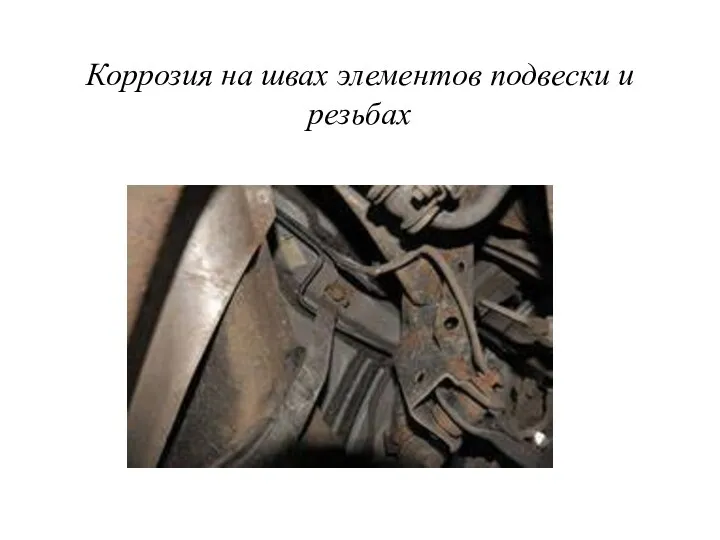
Коррозия на швах элементов подвески и резьбах
Коррозия на швах элементов подвески и резьбах

Отрыв опорной плиты прицепа из-за коррозии сварного шва
Отрыв опорной плиты прицепа из-за коррозии сварного шва
3. Разрушение защитного оксидного слоя
CI─ + AI2O3 → AIOCI →
3. Разрушение защитного оксидного слоя
CI─ + AI2O3 → AIOCI →

Питтинговая (точечная) коррозия
Питтинговая (точечная) коррозия
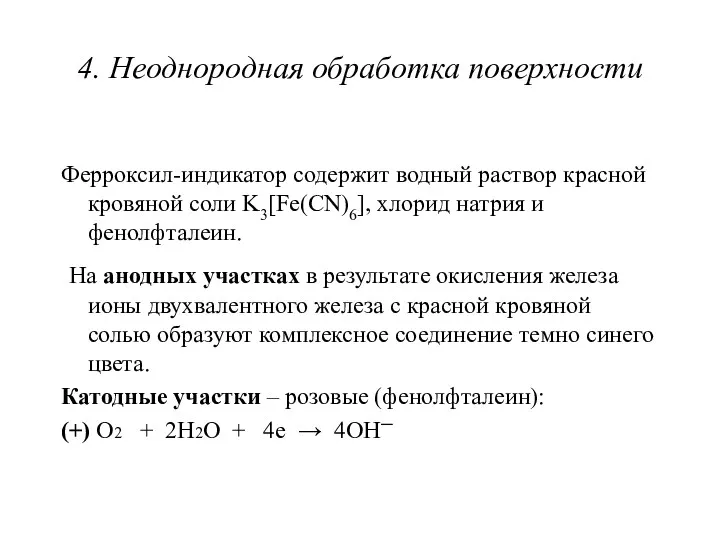
4. Неоднородная обработка поверхности
Ферроксил-индикатор содержит водный раствор красной кровяной соли K3[Fe(CN)6],
4. Неоднородная обработка поверхности
Ферроксил-индикатор содержит водный раствор красной кровяной соли K3[Fe(CN)6],
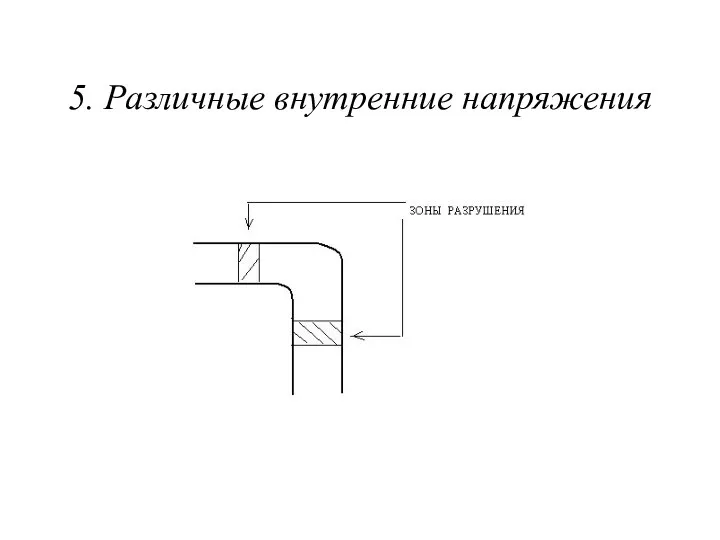
5. Различные внутренние напряжения
5. Различные внутренние напряжения
6. Неравномерная (дифференциальная) аэрация воды.
Металлическая конструкция омывается водой с различной концентрацией
6. Неравномерная (дифференциальная) аэрация воды.
Металлическая конструкция омывается водой с различной концентрацией
 Выращивание кристаллов в домашних условиях
Выращивание кристаллов в домашних условиях Химическая связь в кластерах
Химическая связь в кластерах Количественный учет влияния заместителя на реакционную способность и его использование для интерпретации механизмов реакций
Количественный учет влияния заместителя на реакционную способность и его использование для интерпретации механизмов реакций Соли. Определение солей
Соли. Определение солей Электроизоляционные жидкости на основе синтетических углеводородов и других соединений
Электроизоляционные жидкости на основе синтетических углеводородов и других соединений 5-я группа элементов
5-я группа элементов Эндогенная серия. Альбитит-грейзеновая группа
Эндогенная серия. Альбитит-грейзеновая группа Азот и его соединения. Повторение
Азот и его соединения. Повторение Строение атома (лекция 3)
Строение атома (лекция 3) Основные законы химии
Основные законы химии Полівінілхлорид
Полівінілхлорид Кремний в природе. Использование кремнезема для производства стекла. 9 класс
Кремний в природе. Использование кремнезема для производства стекла. 9 класс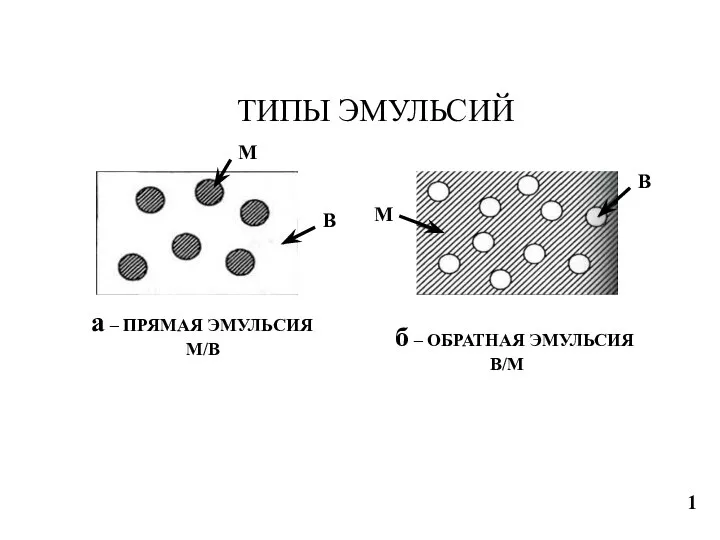 Типы эмульсий. Фракционный состав нефти. Типы нефти
Типы эмульсий. Фракционный состав нефти. Типы нефти Подготовка к ГИА. А2. Периодический закон и Периодическая система химических элементов Д.И. Менделеева
Подготовка к ГИА. А2. Периодический закон и Периодическая система химических элементов Д.И. Менделеева Электрохимические системы
Электрохимические системы Алюминий. Природные соединения алюминия
Алюминий. Природные соединения алюминия Химия атмосферы
Химия атмосферы Нанотехнологии и Наноматериалы
Нанотехнологии и Наноматериалы Медико-биологическое значение неметаллов. Йод
Медико-биологическое значение неметаллов. Йод Rates of reaction
Rates of reaction Расчет необходимого объема удобрения для внесения
Расчет необходимого объема удобрения для внесения Алканы
Алканы Кислородсодержащие органические соединения. Спирты. 10 класс
Кислородсодержащие органические соединения. Спирты. 10 класс Предмет органической химии. 9 класс
Предмет органической химии. 9 класс Нефть и способы её переработки
Нефть и способы её переработки Фенол и его свойства
Фенол и его свойства Алкены
Алкены Элементы теории горения
Элементы теории горения