- Пневмовакуум-формование

Содержание
- 2. Пневмовакуум-формование — это процесс формования изделий из заготовок в виде пленки или листа, нагретых до температур,
- 3. 1 Раскрой листа – получение заготовки 2 Закрепление листа (3) в рамке 4 – время t3
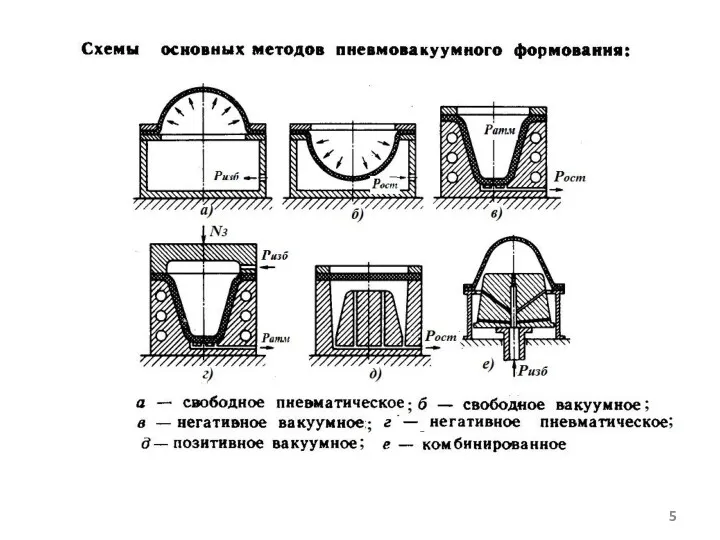
- 4. Пневмоформование Вакуум-формование непосредственно сжатым воздухом, свободным выдуванием, с применением пуансона, формование с креплением заготовки по контуру
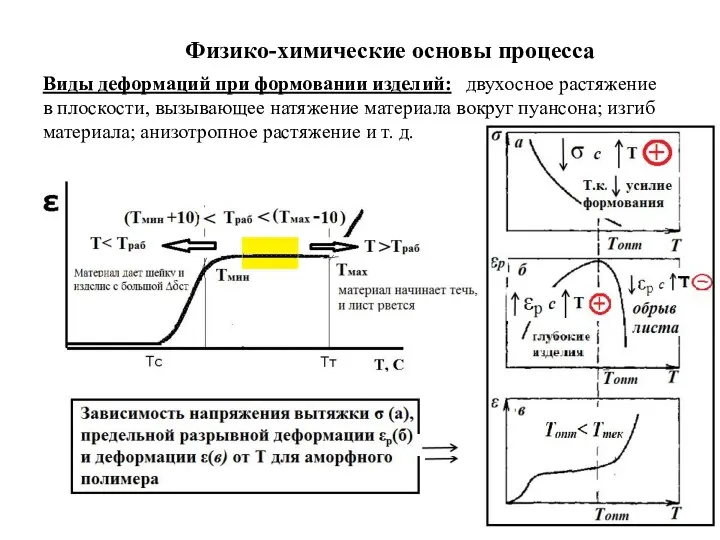
- 6. Физико-химические основы процесса Виды деформаций при формовании изделий: двухосное растяжение в плоскости, вызывающее натяжение материала вокруг
- 7. ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ФОРМОВАНИЯ Оптимальная температура формования Тф (см. пред. раздел) Время вытяжки: где υф — скорость
- 8. Температура формы Тф : Тф Тф
- 10. Влияние параметров переработки на свойства изделий Степень вытяжки листа в разных направлениях не должна различаться более,
- 11. Ударная вязкость: Зависимость ударной вязкости а изделий из УПС от степени вытяжки листа при формовании При
- 13. Скачать презентацию
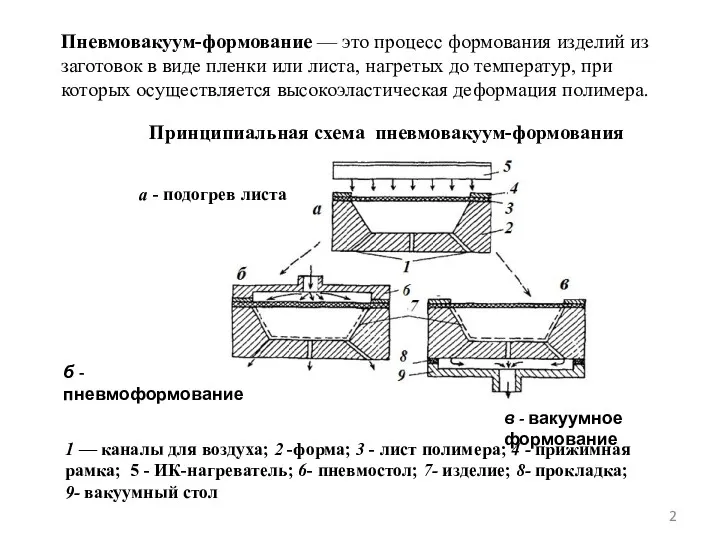
Пневмовакуум-формование — это процесс формования изделий из заготовок в виде пленки
Пневмовакуум-формование — это процесс формования изделий из заготовок в виде пленки
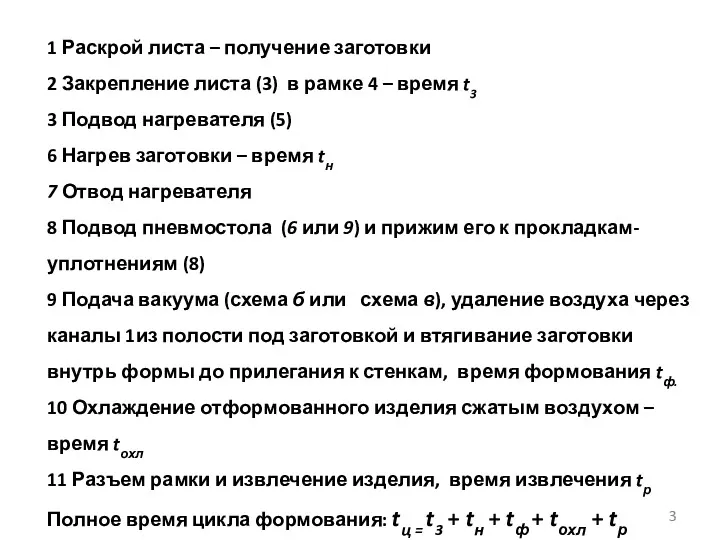
1 Раскрой листа – получение заготовки
2 Закрепление листа (3) в рамке
1 Раскрой листа – получение заготовки
2 Закрепление листа (3) в рамке

Пневмоформование
Вакуум-формование
непосредственно сжатым воздухом, свободным выдуванием, с применением пуансона, формование с креплением
Пневмоформование
Вакуум-формование
непосредственно сжатым воздухом, свободным выдуванием, с применением пуансона, формование с креплением
Физико-химические основы процесса
Виды деформаций при формовании изделий: двухосное растяжение в
Физико-химические основы процесса
Виды деформаций при формовании изделий: двухосное растяжение в

ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ФОРМОВАНИЯ
Оптимальная температура формования Тф (см. пред. раздел)
Время вытяжки:
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ФОРМОВАНИЯ
Оптимальная температура формования Тф (см. пред. раздел)
Время вытяжки:
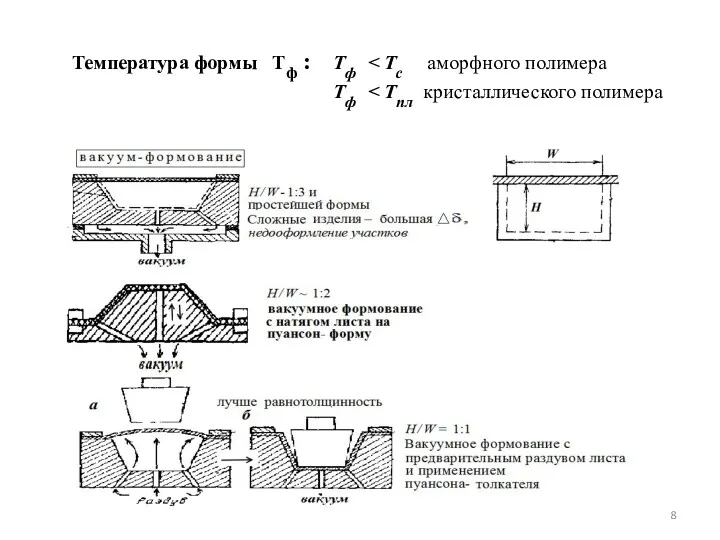
Температура формы Тф :
Тф < Тс аморфного полимера
Тф < Тпл
Температура формы Тф :
Тф < Тс аморфного полимера
Тф < Тпл

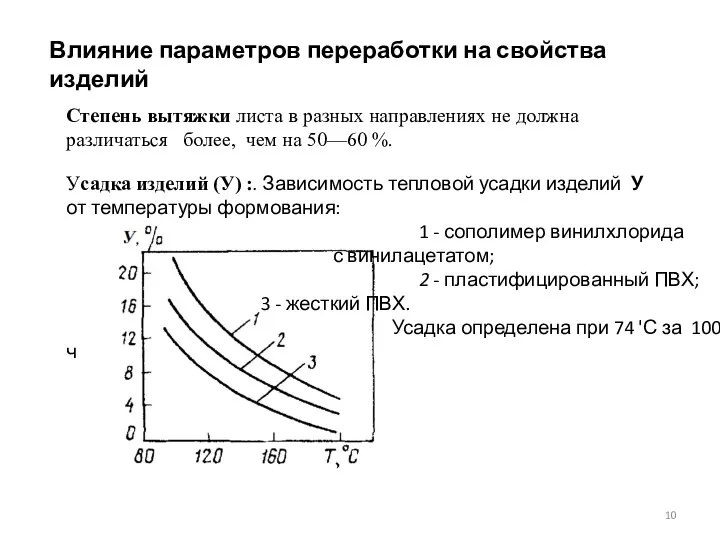
Влияние параметров переработки на свойства изделий
Степень вытяжки листа в разных направлениях
Влияние параметров переработки на свойства изделий
Степень вытяжки листа в разных направлениях

Ударная вязкость:
Зависимость ударной вязкости а изделий из УПС от степени вытяжки
Ударная вязкость:
Зависимость ударной вязкости а изделий из УПС от степени вытяжки
 Загальна характеристика неметалічних елементів. Неметали як прості речовини. Явище алотропії
Загальна характеристика неметалічних елементів. Неметали як прості речовини. Явище алотропії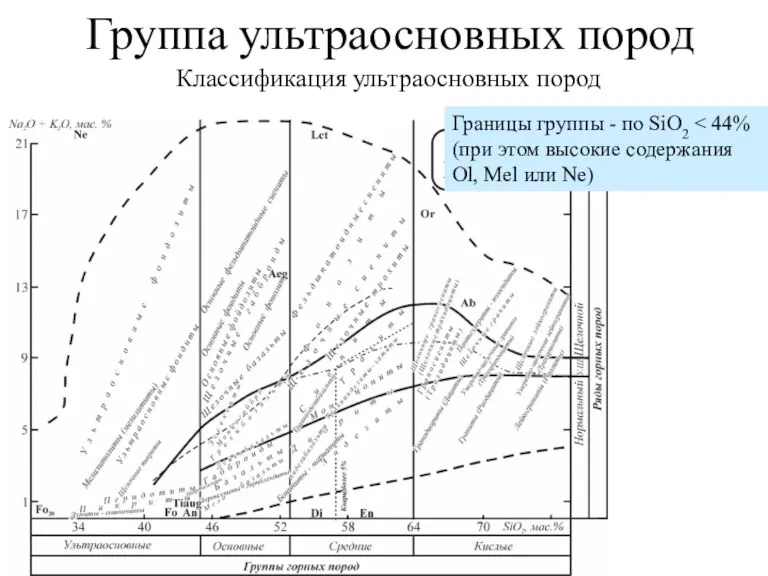 Группа ультраосновных пород
Группа ультраосновных пород Аммиак
Аммиак Физические и химические свойства алмаза. Алмазная промышленность в России
Физические и химические свойства алмаза. Алмазная промышленность в России Процессы в растворах: электролитическая диссоциация (ЭД)
Процессы в растворах: электролитическая диссоциация (ЭД) Карбонильные соединения. Альдегиды
Карбонильные соединения. Альдегиды Уральские самоцветы
Уральские самоцветы Амфотерные органические и неорганические соединения
Амфотерные органические и неорганические соединения Гибридизация. Формы электронных облаков
Гибридизация. Формы электронных облаков Классификация химических реакций
Классификация химических реакций Общая характеристика халькогенов. Кислород
Общая характеристика халькогенов. Кислород Electrochemistry. Oxidation-reduction equilibrium in water solutions
Electrochemistry. Oxidation-reduction equilibrium in water solutions Задачи на вывод формулы органических веществ
Задачи на вывод формулы органических веществ Степень окисления. Определение степени окисления в соединениях
Степень окисления. Определение степени окисления в соединениях кл.химия 24.01
кл.химия 24.01 Химические свойства получение и применение солей
Химические свойства получение и применение солей Массовая и объемная доли компонентов смеси (раствора)
Массовая и объемная доли компонентов смеси (раствора) Введение в количественный анализ
Введение в количественный анализ Хімічна кінетика
Хімічна кінетика Различные теории кислот и оснований
Различные теории кислот и оснований Кристалдардың ішкі құрылымы
Кристалдардың ішкі құрылымы Алканы. (Предельные углеводороды. Парафины. Насыщенные углеводороды.)
Алканы. (Предельные углеводороды. Парафины. Насыщенные углеводороды.) Оксиды. Классификация. Номенклатура. Свойства оксидов. Получение. Применение
Оксиды. Классификация. Номенклатура. Свойства оксидов. Получение. Применение Галогены. История открытия галогенов
Галогены. История открытия галогенов Introduction in bioorganic chemistry. Isomerism and structure of organic compounds
Introduction in bioorganic chemistry. Isomerism and structure of organic compounds Щелочные породы среднего состава
Щелочные породы среднего состава Процессы дыхания, брожения, обмена веществ, фотосинтеза, нервная деятельность
Процессы дыхания, брожения, обмена веществ, фотосинтеза, нервная деятельность Назначение установки Пенекс
Назначение установки Пенекс