- Углеводородное сырье для промышленности органических веществ. Лекция 1. Часть 1

Содержание
- 2. Кафедра технологии химических веществ для нефтяной и газовой промышленности «Химия и технология органических веществ» Российский Государственный
- 3. Лекция 1
- 4. Содержание курса Лекции – 2 ч/нед. Вторник, 08.40 – 10.15 (ауд 539-а) доц. Толстых Л.И. Лабораторные
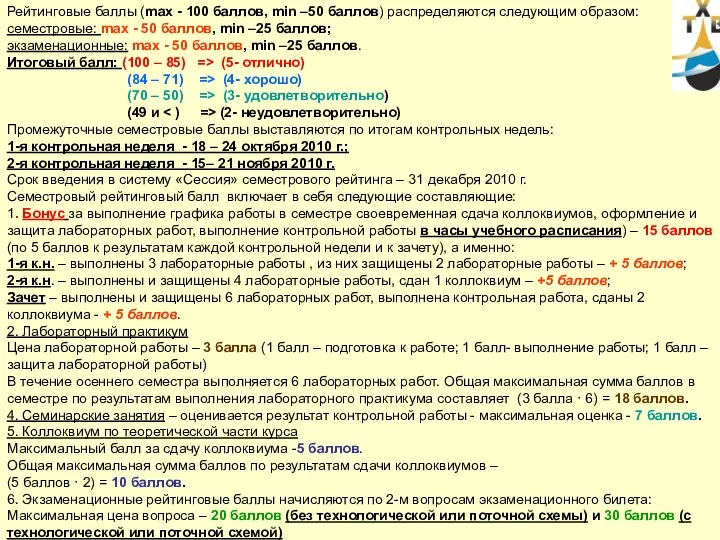
- 5. Рейтинговая система оценки Рейтинговые баллы (max - 100 баллов, min –50 баллов) распределяются следующим образом: семестровые:
- 6. Основная литература Адельсон С.В., Вишнякова Т.П., Паушкин Я.М. Технология нефтехимического синтеза. - М.: Химия, 1985 -
- 7. Лекция 2
- 8. Источники органического сырья Нефть (включая газовый конденсат) Природный и попутный нефтяной газ Уголь и горючие сланцы
- 9. Основные критерии выбора сырья: 1. Ресурсы сырья данного вида 2. Потребности промышленности в данном виде сырья
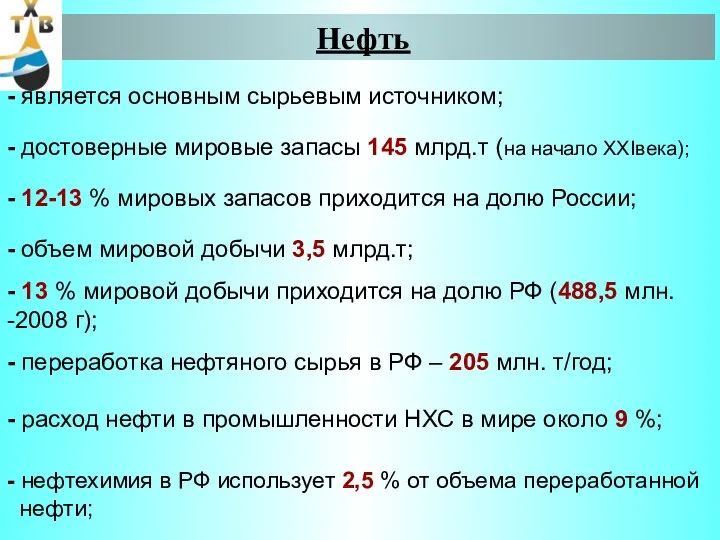
- 11. Нефть - является основным сырьевым источником; - достоверные мировые запасы 145 млрд.т (на начало XXIвека); -
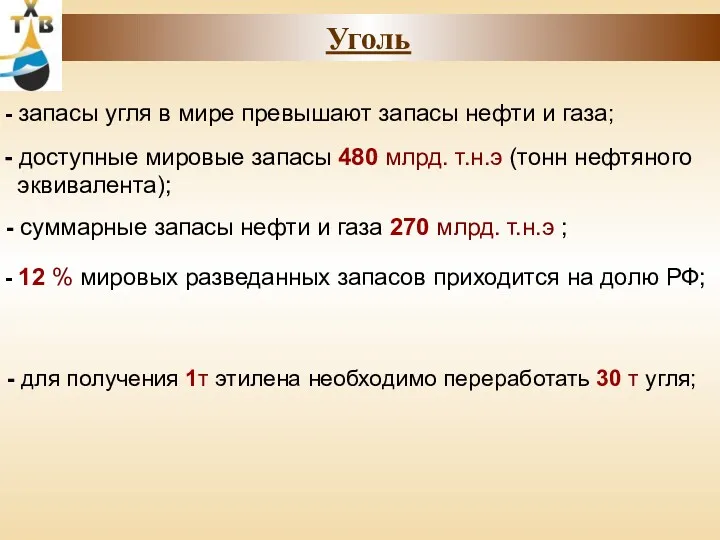
- 12. Уголь - запасы угля в мире превышают запасы нефти и газа; - доступные мировые запасы 480
- 13. Природный и попутный нефтяные газы - возрастает роль природного газа, как химического сырья; - доказанные мировые
- 14. Причины ускоренного развития химической и нефтехимической промышленности: - Многообразие источников сырья - Многовариантность путей получения конечного
- 15. Удельный вес химической и нефтехимической промышленности в структуре промышленного производства РФ, %: - доля отрасли в
- 16. Вариант связи нефтепереработки как сырьевой базы с нефтехимией
- 17. 1920 г. – первая установка производства ИПС сернокислотной гидратацией пропилена (США, Union Carbide) 1925 г. –
- 18. На долю крупнейших нефтегазовых компаний (1-2% от общего числа) приходится 60-70% всей выпускаемой нефтехимической продукции. Экология
- 19. Классификация нефтехимической продукции
- 20. Топлива Масла Добыча нефти и газа Бурение скважин Эксплуатация (ремонт, интенсификация, повышение нефтеотдачи, борьба с осложнениями)
- 21. Лекция 3
- 22. Производство парафиновых углеводородов
- 23. Парафиновые (предельные) углеводороды Газообразные: С1 – С4 (природный и попутный газ) СН4, С2Н6,, С3Н8, н-С4Н10, и-С4Н10
- 24. Депарафинизация дизельного топлива (парафины С10 – С20) Карбамид – водный или водно- спиртовой р-р Цеолиты 0,5
- 25. Депарафинизация масляных фракций (парафины С20 – С40 ) Мощность установок по обезмасливанию гача 80 -160 тт/год
- 26. ПАРАФИН ЦЕРЕЗИН
- 27. Производство олефиновых углеводородов
- 28. Олефиновые (непредельные) углеводороды Моноолефины: Диолефины: Методы получения: пиролиз, выделение из газов деструктивных процессов нефтепереработки (крекинг, коксование),
- 29. Производство этилена (1-е место в мире по объему производства среди базовых продуктов нефтехимии) *) Без стран
- 30. Динамика производства, спроса и структуры потребления этилена в мире Мощности этиленовых установок от 15 до 1750
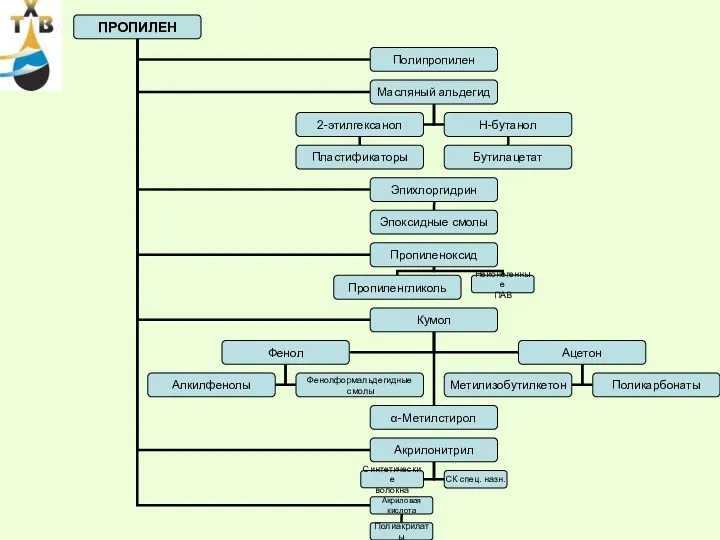
- 31. Производство и потребление пропилена Суммарное мировое производство пропилена в 2000 г (пиролиз и нефтепереработка) составило 60
- 32. Структура сырьевой базы (%) производства этилена (пиролиз) В США В Западной Европе
- 33. Производство и потребление этилена и пропилена в России 22 этиленовые установки единичной мощностью от 30 до
- 34. Технический уровень производства этилена в России Установки малой мощности (30, 60 тыс.т/год) – используют пиролизные печи
- 37. Лекция 4 Пиролиз углеводородного сырья
- 38. Основные закономерности процесса пиролиза Пиролиз – высокотемпературный крекинг (800-15000С в зависимости от вида сырья) Сырье пиролиза
- 39. Термическое разложение углеводородов – ряд последовательно и параллельно протекающих химических реакций (расщепление, дегидрирование, изомеризация, олигомеризация, циклизация,
- 40. Механизм пиролиза – свободно-радикальный Основная реакция – расщепление углеводородов по связи С – С, затем С
- 41. Циклоалканы Когда в ходе реакции получается достаточно большое количество радикалов, циклопентан вступает с ними во взаимодействие
- 42. Жидкие продукты пиролиза Ароматические и алкилароматические углеводороды, алкены, диены и циклодиены, непревращенные компоненты сырья Основная реакция
- 43. Кокс При температурах промышленного пиролиза (700 – 9000С) может формироваться кокс трех типов, отличающихся строением (макроструктурой):
- 44. Молекула фуллерена С60 в стандартных ориентациях А и В относительно кристаллографических осей (Полый сфероид с диаметром
- 45. Примеры некоторых из возможных структур углеродных нанотрубок (Диаметр трубок 5 ÷ 20 нм, длина до 50
- 46. Первичные реакции (расщепления) идут с поглощением тепла и увеличением объема. Благоприятные условия для них - повышенные
- 47. Условия процесса и выход продуктов при пиролизе этана в промышленных печах различного типа
- 48. Условия процесса и выход продуктов при пиролизе бензиновых фракций (Разбавление водяным паром 50-70%)
- 49. Состав жидких продуктов пиролиза Атмосферный газойль Вакуумный газойль (S~3%) Характеристика некоторых видов сырья пиролиза
- 50. Условия процесса и выход продуктов пиролиза бензина, гидроочищенных (I) и гидродеароматизированных (II) атмосферного и вакуумного газойлей
- 51. Пиролиз сырой нефти (Япония,1970 г.) , 100 тт/год Теплоноситель - перегретый до 20000С водяной пар Т-ра
- 52. Лекция 5 Технологическое оформление процесса пиролиза, очистки и разделения продуктов пиролиза
- 53. Обобщенные условия пиролиза, способствующие высоким выходам целевых продуктов пиролиза Печь рассчитывается таким образом, чтобы степень превращения
- 54. Технологическая схема процесса пиролиза Сырье ХОВ ВПВД ВПНД Тяж. см. ХОВ ВПНД Тяж. см. Тяж.см. Лег.
- 55. Поточная схема очистки и разделения газа пиролиза Бензин Пиролиз Продукты пиролиза Первичное фракциониро-вание Тяж.см. Лег. см.
- 56. Материальный баланс выработки товарной продукции на установке ЭП-300 при переработке бензина (тыс.т/год) Бензин (1109,3) ПИРОЛИЗ ПЕРЕРАБОТКА
- 57. Лекция 6 Основные аппараты процесса пиролиза
- 58. Схема печного блока 1 - ЗИА 2 – паросборники 3 – теплообменники 4 – печь пиролиза
- 59. Печи пиролиза Печь градиентного типа: / - корпус; 2- беспламенные панельные горелки; 3 - смотровые окна;
- 60. Беспламенная панельная горелка 1 — сварная распределительная камера; 2 — инжекторная труба; 3 — газовое сопло
- 61. Чашеобразная горелка: 1—смеситель; 2 —эжектор; 3 —сопло; 4 — воздушная шайба; 5 —втулка; 6—колпачок; 7-_вгулка; 8
- 62. Пиролизная печь фирмы Lummus Печь высокотемпературного (жесткого) пиролиза: -вертикальные трубы в радиантной камере; -однорядный экран с
- 63. Трубчатая печь с вертикальным расположением радиантных труб: 1—потолок топочной камеры; 2—подвески; 3 — четырехпоточные вертикальные змеевики;
- 64. Печь высокотемпературного пиролиза фирмы Kellog -факельные горелки высокоинерционного типа, факел которых раскаляет стены с помощью настильного
- 65. SRT – 1 (τ=0,73 c) 125 труб*(d=9,5 мм), общая длина 75 м, горизонтальный SRT – 2
- 66. Закалочно-испарительный аппарат фирмы Borsig Пирогаз Товарный пар ЗИА вырабатывают водяной пар с давлением 7-12,5 МПа Производительность
- 67. Закалочно-испарительный аппарат (ЗИА) Конструкция ЗИА допускает ввод пирогаза с температурой до 680°С, для чего перед аппаратом
- 68. Закалочно-испарительный аппарат (ЗИА) Закалочно-испарительный аппарат фирмы «Mitsui»: / — секция утилизации тепла; // — закалочная секция;
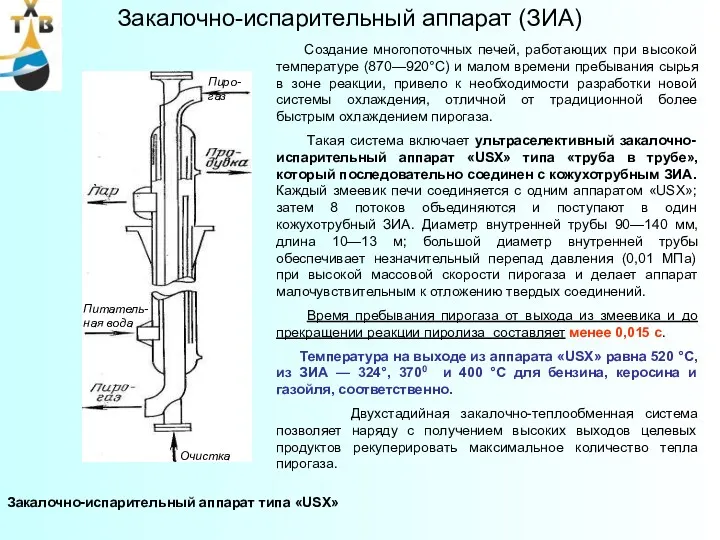
- 69. Закалочно-испарительный аппарат (ЗИА) Закалочно-испарительный аппарат типа «USX» Создание многопоточных печей, работающих при высокой температуре (870—920°С) и
- 70. Подготовка питательной воды для ЗИА Обезмасливание загрязненного нефтепродуктами парового конденсата на фильтре с активированным углем; Удаление
- 71. Лекция 7 Нетрадиционные методы пиролиза
- 72. I.Пиролиз в присутствии гетерогенных катализаторов Сырье – прямогонный бензин Печь пиролиза – цилиндрическая вертикальная; время реакции
- 73. Пиролиз прямогонного бензина на различных катализаторах (в лабораторном прямоточном реакторе) К а т а л и
- 74. II.Высокотемпературный пиролиз с использованием газообразных теплоносителей (гомогенный высокотемпературный пиролиз) Теплоносители – водяной пар, дымовые газы, Н2,.
- 75. III. Гомогенно-инициированный пиролиз (IА – НСI; IБ – Н2О2; II – термический пиролиз) Показатель Пропан Прямогонный
- 76. IV. Пиролиз в расплаве металлов или неорганических солей Пиролиз в аппаратах с жидким теплоносителем – в
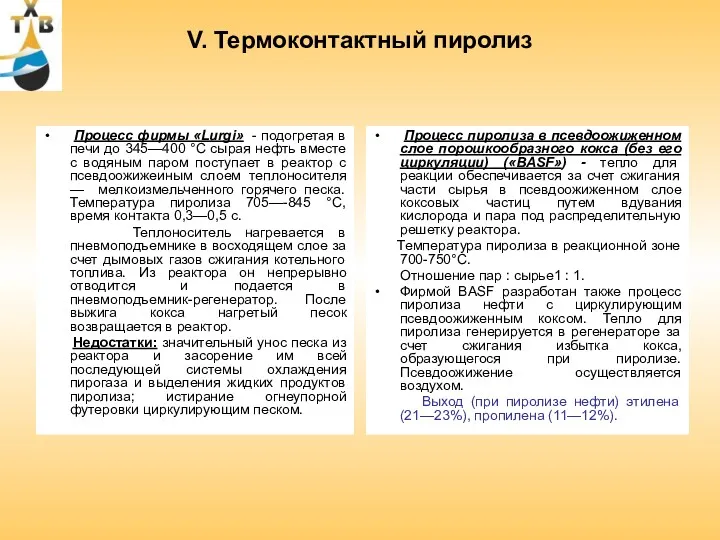
- 77. V. Термоконтактный пиролиз Процесс фирмы «Lurgi» - подогретая в печи до 345—400 °С сырая нефть вместе
- 78. V. Термоконтактный пиролиз (продолжение) Для пиролиза остатков вакуумной перегонки нефти («Gulf Oil Chemical», «Gulf Canada» и
- 79. Производство ацетилена
- 80. Карбидный метод производства ацетилена Скорость разложения карбида кальция водой зависит: от температуры воды; от поверхности соприкосновения
- 81. Разложение карбида кальция водой на заводах осуществляется в аппаратах специальной конструкции, называемых ацетиленовыми генераторами. Два основных
- 82. Схема получения ацетилена в сухом генераторе: 1 — приемный бункер; 2 — автоматический затвор; 3— буферный
- 83. Производство ацетилена пиролизом углеводородного сырья t > 15000 С – для метана t > 12000 С
- 84. Регенеративный пиролиз в печах с огнеупорной насадкой: ее сперва разогревают топочными газами, а затем через раскаленную
- 85. Для выделения и очистки ацетилена используют его свойство лучше, чем другие компоненты реакционных газов, растворяться в
- 86. Лекция 8 Дегидрирование насыщенных углеводородов
- 87. Дегидрирование – процесс производства и моноолефинов и диолефинов Изобутилен Бутадиен Изопрен В настоящее время мировое производство
- 88. Двухстадийное дегидрирование н-бутана (изо-пентана) I стадия дегидрирования Микросферический (пылевидный) катализатор (5-19%)Cr2О3/γ-AI2О3 Уд.поверхность 80-100 м2/г Вода –
- 89. Поточная схема двухстадийного дегидрирования н-бутана Дегидрирование I стадия Разделение к.г. I стадии Разделение бутан-бутеновой фракции Дегидрирование
- 90. Производство изобутилена (2-метилпропена) Сырье В.п. Азот Азот Контактный газ Газы регенерации Газы регенерации на очистку К.г.
- 91. Реактор установки дегидрирования изо-бутана в псевдоожиженном слое с параллельным расположением аппаратов / — корпус; 2— циклоны
- 92. Регенератор установки дегидрирования изо-бутана в псевдоожиженном слое с параллельным расположением аппаратов / — корпус; 2— циклоны
- 93. Производство стирола и α-метилстирола Мировое производство стирола > 22 млн. т/г в т.ч.: в США >
- 94. Побочные реакции – расщепления (крекинга) и уплотнения (коксообразования) Катализатор – неподвижный слой Fe2O3 с добавками K2CO3,
- 95. 1 2 3 3 4 5 11 8 10 7 9 Стирол ГХ (ингибитор) Кубовый остаток
- 96. Реактор дегидрирования адиабатического типа 1 — завихритель; 2 — смеситель; 3 — распределитель потока газов; 4
- 97. Направления использования стирола 1 - сополимер стирола с акрилонитрилом (САН) 2 - каучук бутадиен-стирольный (СКС) 3
- 98. Рост мировых мощностей по производству стирола и спроса на стирол (тыс.т) 2002 2003 2004 2005 2006
- 99. Крупнейшие производители стирола в мире Dow Chemical BASF Shell TotalFinaBf Nova
- 100. Лекция 9 Дегидрирование насыщенных углеводородов (продолжение)
- 101. Одностадийное дегидрирование н-бутана (изо-пентана) Дегидрирование Разделение контактного газа Выделение бутадиена Н2, СН4 ΣC2, ΣC3 ΣC5 и
- 102. Процесс фирмы Гудри Катализатор –(18-20%) Cr2О3/γ-AI2О3 (вода –яд!!!) Неподвижный слой таблетированного катализатора. Уд. поверхность 60 -160
- 103. Методы производства изопрена
- 104. 2.Производство изопрена из изобутена и формальдегида 1. Дегидрирование изо – пентана и изо-пентенов (изо-амиленов) К =
- 105. 3. Из ацетона и ацетилена 4. Из пропилена С = 40 – 60% На 1 т
- 106. Производство высших олефиновых углеводородов
- 107. Мировое производство линейных α-олефинов (ЛАО) превышает 2,5 млн т/г 85% производства – "Amoco", "Shevron", "ShellChemicals" Основные
- 108. I. Крекинг парафинов Аппаратурное оформление – аналогичное обычному термическому крекингу Температура ~ 5500С, разбавление водяным паром
- 109. Технологическая схема производства высших олефинов дегидрированием парафиновых углеводородов (процесс «Пакол») 1 – печь; 2 – реактор;
- 110. III.Олигомеризация низших олефинов Катализаторы олигомеризации 1 – Кислые: Протонные кислоты (Н2SО4, Н3РО4, НF и др.) Апротонные
- 111. Двухстадийная олигомеризация –на 1 моль катализатора образуется 3 моля олефинов, катализатор возвращается в процесс. Узкое молекулярно-массовое
- 112. Реактор олигомери-зации Дегазатор Отделитель полимера Дезактиватор катализатора Отделение ректификации Полимер Этилен Этилен ТЭА Дезактиват NaOH Фракции
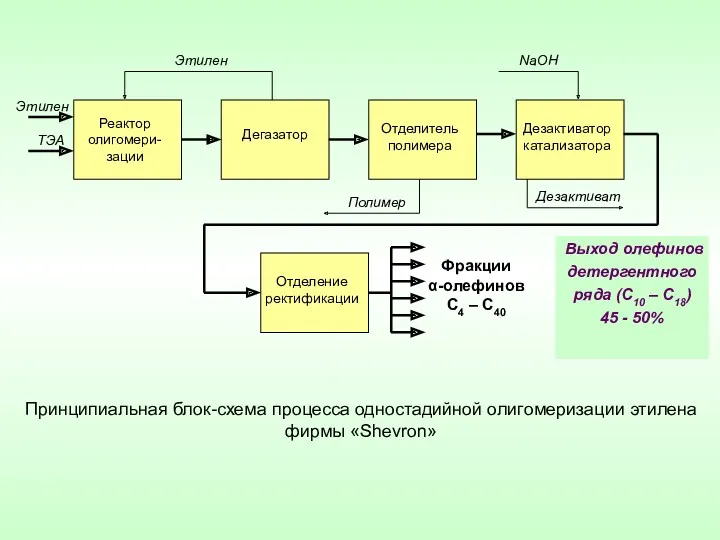
- 113. Поточная схема двухстадийной высокотемпературной олигомеризации этилена на триэтилалюминии (процесс «Etyl Corp. – Amoсo») Разделение Разложение алюминийтриалкилов
- 114. Низкотемпературная олигомеризация этилена на комплексных металлоорганических катализаторах Температура: -20 ÷ 1000С Давление: 0,1 - 5 МПа
- 115. Лекция 10 Производство ароматических углеводородов
- 116. АРОМАТИЧЕСКИЕ УГЛЕВОДОРОДЫ
- 117. Источники ароматических углеводородов Углеводородные фракции нефти Смола пиролиза Смола коксования (в России ~ 25% бензола производится
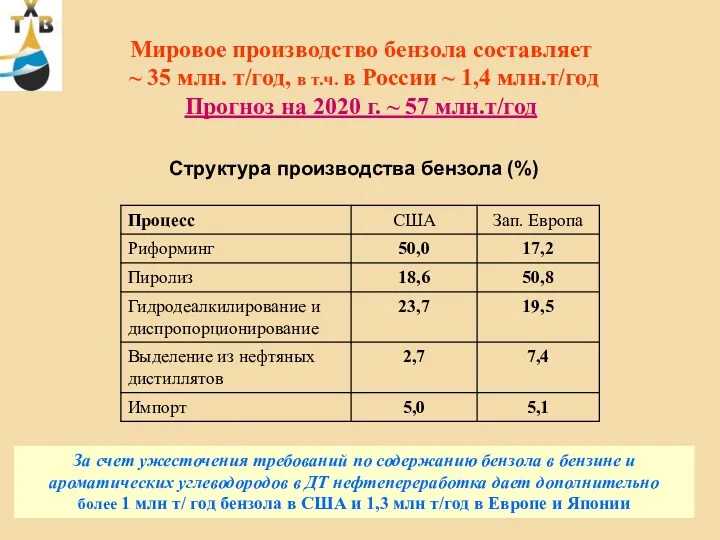
- 118. Мировое производство бензола составляет ~ 35 млн. т/год, в т.ч. в России ~ 1,4 млн.т/год Прогноз
- 119. «Нижнекамскнефтехим» - 23% «Сибнефть – Омский НПЗ» - 16% «Салаватнефтеоргсинтез» - 15% «Сибурнефтехим» - 8% «Западно-Сибирский
- 121. Структура потребления бензола (%)
- 122. Структура потребления толуола (%)
- 123. Состав ксилольных фракций (%) tкип = 1440C tпл = -250C tкип= 139,10C tпл = -47,90C tкип
- 124. п-Ксилол → терефталевая кислота → полиэтилентерефталат о-Ксилол → фталевый ангидрид → смолы, красители, лекарственные препараты м-Ксилол
- 125. Термическое гидродеалкилирование Условия процесса: 700 – 8000C; 2,8 – 3,2 МПа; 0,1 с; Н2 : у/в
- 126. Каталитическое диспропорционирование Условия процесса: цеолит ZSM-5; 5000С; 3 МПа; Н2 : у/в = 6 : 1
- 127. Изомеризация ксилолов Условия процесса: Pt/Al2O3 ( промоторы Cl, F ) или цеолиты; 370 – 4500С; 1
- 128. Комплекс «Ароматика»
- 129. Поточная схема комплекса «Ароматика (Уфа, Омск) (125 тт/год бензола, 165 тт/год о-ксилола, 165 тт/год п-ксилола) Н2
- 130. Лекция 11 Выделение и разделение ароматических углеводородов
- 131. А+Н Т А+Т Н А+Н Т А+Т Н А+Н Т А+Т Н Азеотропная перегонка Экстрактивная перегонка
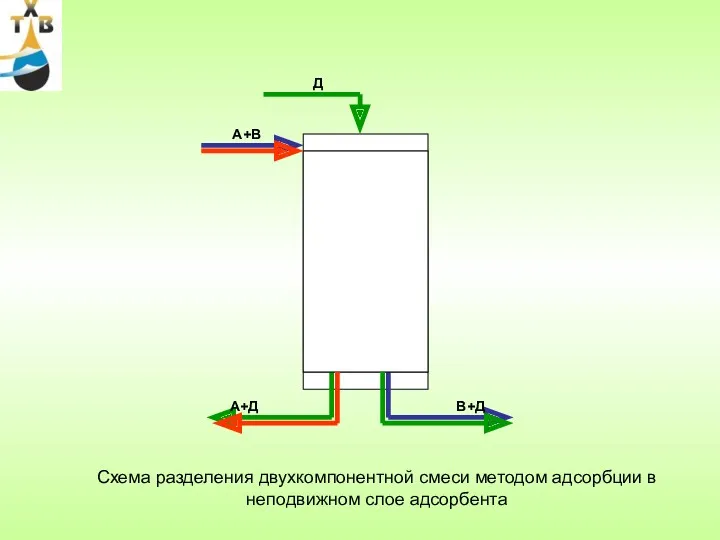
- 132. Д А+В А+Д В+Д Схема разделения двухкомпонентной смеси методом адсорбции в неподвижном слое адсорбента
- 133. Экстракт А+Д Сырье А+В Рафинат В+Д Десорбция А (адсорбця Д) Десорбция В (адсорбция А и Д)
- 134. Адсорбционное разделение ксилолов Срок службы адсорбента 3 – 8 лет 175-1800С; 0,7 – 1,0 МПа Высота
- 135. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
- 136. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
- 137. Сырье Десорбент Рецикл Ввод промывки Вывод промывки Рафинат Экстракт 8 7 6 5 4 3 2
- 138. 17 16 8 7 6 5 4 3 2 1 15 14 13 12 11 10
- 139. В 2008-2009 гг. проведена реконструкция комплекса «Ароматика» в г. Омске. За более чем 20–летний период эксплуатации
- 140. Лекция 12 Алкилирование ароматических углеводородов
- 141. АЛКИЛИРОВАНИЕ БЕНЗОЛА ОЛЕФИНАМИ 1.АЛКИЛИРУЮЩИЕ АГЕНТЫ: - низшие олефины (этилен, пропилен) - высшие α-олефины - хлорпарафины -
- 142. 3.МЕХАНИЗМ АЛКИЛИРОВАНИЯ – КАРБОНИЙ-ИОННЫЙ Протонные кислоты
- 143. Или Апротонные кислоты
- 144. Практически каталитический комплекс только с бензолом выделить не удается! гетерогенный катализатор, частично растворим в бензоле Для
- 145. k2 > k1 В присутствии протонных кислот – необратимое алкилирование. Содержание моноалкилбензола – 25-30% В присутствии
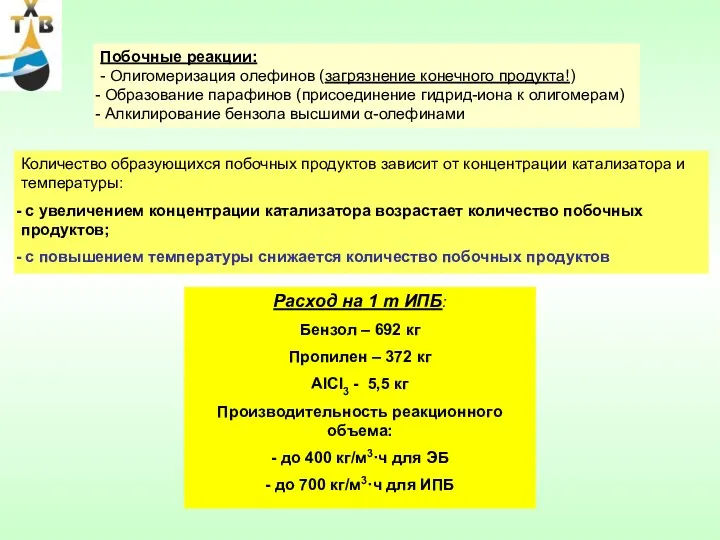
- 146. Побочные реакции: - Олигомеризация олефинов (загрязнение конечного продукта!) Образование парафинов (присоединение гидрид-иона к олигомерам) Алкилирование бензола
- 147. ОГ 20 мин., 90-1300С, 0,5 МПа
- 148. Газ Газ Бензол Этилен AlCl3 НCl Рециркулирующие ПАБ Р-р алкилирования Р-р переалкили-рования Испаритель Сепаратор Абсорбер Алкилат
- 149. Расходные показатели (Monsanto) Расход сырья, кг/кг Этилен – 0,267 Бензол – 0,742 Пропилен – 0,355 Бензол
- 150. AlCl3
- 151. Лекция 13 Алкилирование ароматических углеводородов
- 153. H3PO4/кизельгур
- 155. Цеолиты Цеолит фирмы Union Carbide SK-500 (La+3)8,8 (NH4+)21,1 (Na+)8,3 [(AlO2)55,7 (SiO2)136,3 ] * z H2O
- 156. Модифицированный метод алкилирования на цеолитах «Q-max» фирмы UOP 1,2 – реактор-алкилатор; 3 – слой цеолита; 4
- 157. Совмещенный реакционно-ректификационный процесс алкилирования (каталитическая дистилляция) фирмы «ABBLummus Global/Chemical Resarch» 1 – реактор каталитической дистилляции; 2
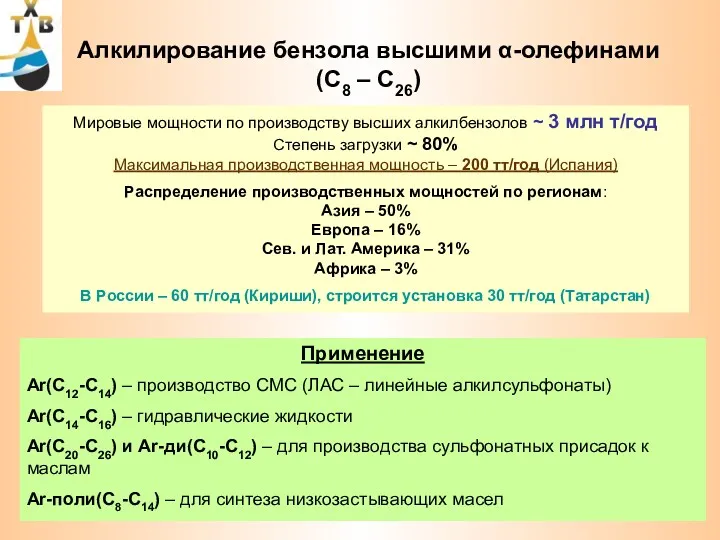
- 158. Алкилирование бензола высшими α-олефинами (С8 – С26) Мировые мощности по производству высших алкилбензолов ~ 3 млн
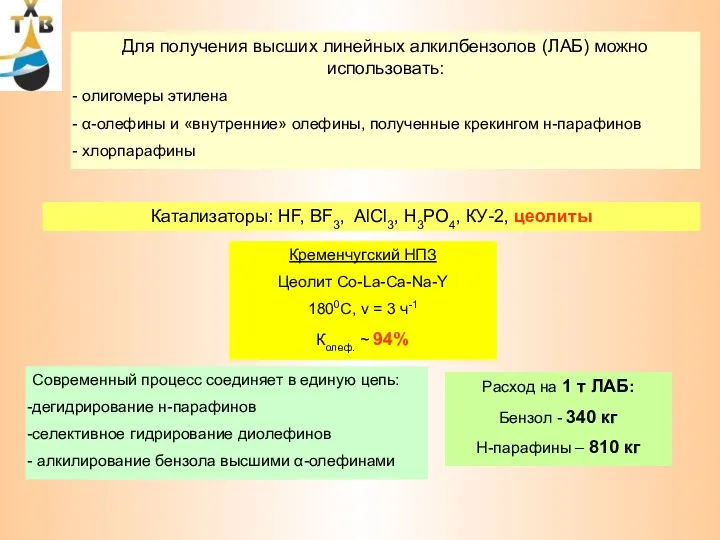
- 159. Для получения высших линейных алкилбензолов (ЛАБ) можно использовать: олигомеры этилена α-олефины и «внутренние» олефины, полученные крекингом
- 160. Дегидрирование440-4800С 0,1-0,3 МПа Селективное гидрирование диолефинов 60-650С; 0,3 МПА Pd/Al2О3 Алкилирование бензола Н2-сод газ Н2 :
- 161. Производство циклогексана Выделение из нефтяных фракций Гидрирование бензола (жидкофазное, газофазное) Изомеризация метилциклопентана Катализатор - Ni Ренея
- 162. Никель Ренея, иначе «скелетный никель» — твёрдый микрокристаллический пористый никелевый катализатор, иначе «скелетный никель» — твёрдый
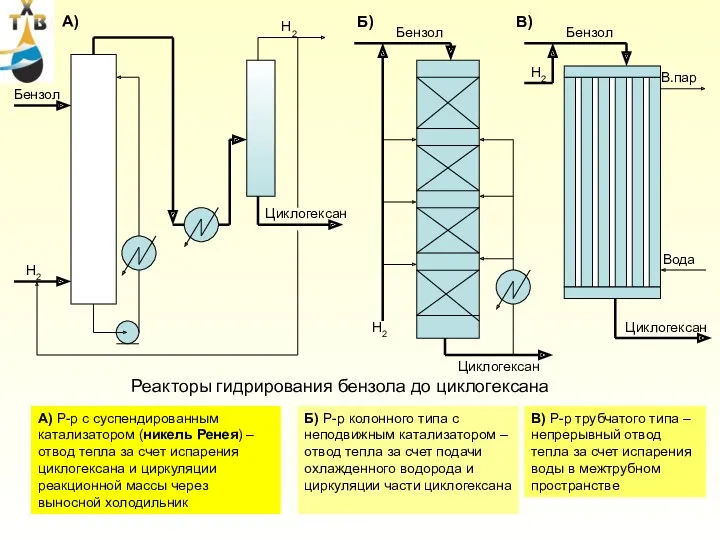
- 163. Н2 Н2 Н2 Н2 Бензол Бензол Бензол Циклогексан Циклогексан Циклогексан Реакторы гидрирования бензола до циклогексана А)
- 165. Скачать презентацию
Кафедра технологии химических веществ
для нефтяной и газовой промышленности
«Химия и технология
Кафедра технологии химических веществ
для нефтяной и газовой промышленности
«Химия и технология
Лекция 1
Лекция 1
Содержание курса
Лекции – 2 ч/нед. Вторник, 08.40 – 10.15 (ауд
Содержание курса
Лекции – 2 ч/нед. Вторник, 08.40 – 10.15 (ауд
Рейтинговая система оценки
Рейтинговые баллы (max - 100 баллов, min –50 баллов)
Рейтинговая система оценки
Рейтинговые баллы (max - 100 баллов, min –50 баллов)
Основная литература
Адельсон С.В., Вишнякова Т.П., Паушкин Я.М.
Технология нефтехимического синтеза. -
Основная литература
Адельсон С.В., Вишнякова Т.П., Паушкин Я.М.
Технология нефтехимического синтеза. -

Лекция 2
Лекция 2
Источники органического сырья
Нефть
(включая газовый
конденсат)
Природный
и попутный
нефтяной газ
Уголь
и горючие
сланцы
Биомасса
растительного
происхождения
Источники органического сырья
Нефть
(включая газовый
конденсат)
Природный
и попутный
нефтяной газ
Уголь
и горючие
сланцы
Биомасса
растительного
происхождения
Основные критерии выбора сырья:
1. Ресурсы сырья данного вида
2. Потребности промышленности в
Основные критерии выбора сырья:
1. Ресурсы сырья данного вида
2. Потребности промышленности в
Нефть
- является основным сырьевым источником;
- достоверные мировые запасы 145 млрд.т
Нефть
- является основным сырьевым источником;
- достоверные мировые запасы 145 млрд.т
Уголь
- запасы угля в мире превышают запасы нефти и газа;
-
Уголь
- запасы угля в мире превышают запасы нефти и газа;
-

Природный и попутный нефтяные газы
- возрастает роль природного газа, как химического
Природный и попутный нефтяные газы
- возрастает роль природного газа, как химического
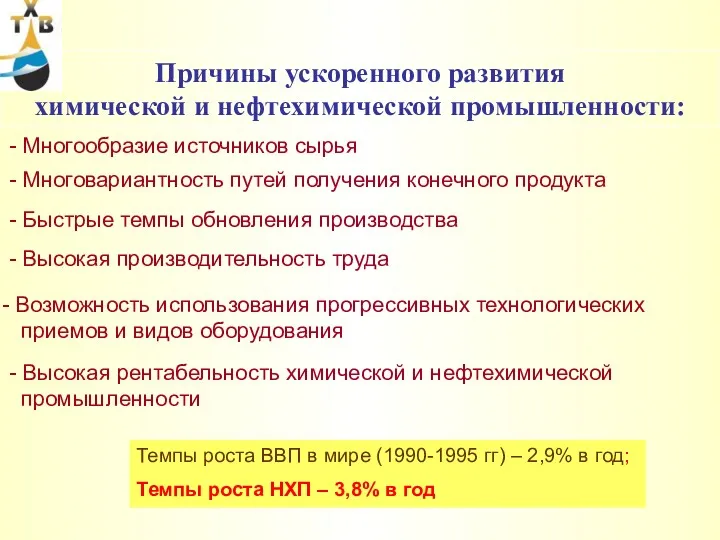
Причины ускоренного развития
химической и нефтехимической промышленности:
- Многообразие источников сырья
- Многовариантность
Причины ускоренного развития
химической и нефтехимической промышленности:
- Многообразие источников сырья
- Многовариантность
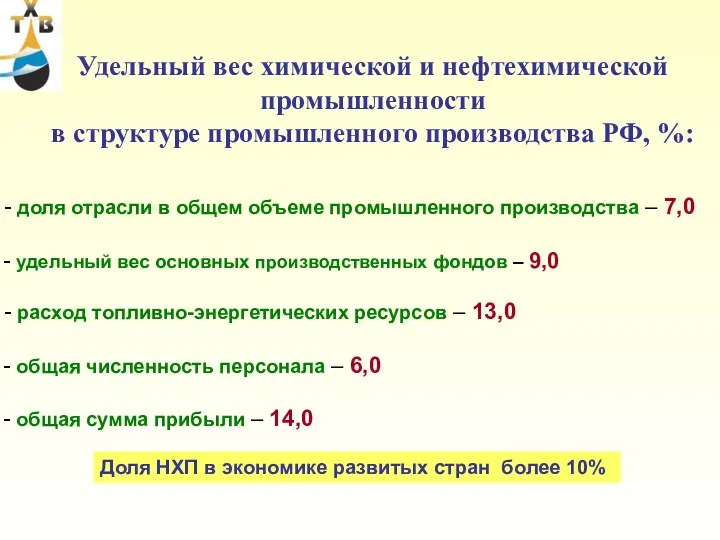
Удельный вес химической и нефтехимической промышленности
в структуре промышленного производства РФ,
Удельный вес химической и нефтехимической промышленности
в структуре промышленного производства РФ,
Вариант связи нефтепереработки как сырьевой базы с нефтехимией
Вариант связи нефтепереработки как сырьевой базы с нефтехимией
1920 г. – первая установка производства ИПС сернокислотной гидратацией пропилена (США,
1920 г. – первая установка производства ИПС сернокислотной гидратацией пропилена (США,

На долю крупнейших нефтегазовых компаний (1-2% от общего числа) приходится 60-70%
На долю крупнейших нефтегазовых компаний (1-2% от общего числа) приходится 60-70%

Классификация нефтехимической продукции
Классификация нефтехимической продукции

Топлива
Масла
Добыча нефти и газа
Бурение скважин
Эксплуатация
(ремонт, интенсификация, повышение нефтеотдачи, борьба с осложнениями)
Промысловая
Топлива
Масла
Добыча нефти и газа
Бурение скважин
Эксплуатация
(ремонт, интенсификация, повышение нефтеотдачи, борьба с осложнениями)
Промысловая
Лекция 3
Лекция 3
Производство парафиновых углеводородов
Производство парафиновых углеводородов
Парафиновые (предельные) углеводороды
Газообразные: С1 – С4 (природный и попутный газ)
СН4, С2Н6,,
Парафиновые (предельные) углеводороды
Газообразные: С1 – С4 (природный и попутный газ)
СН4, С2Н6,,
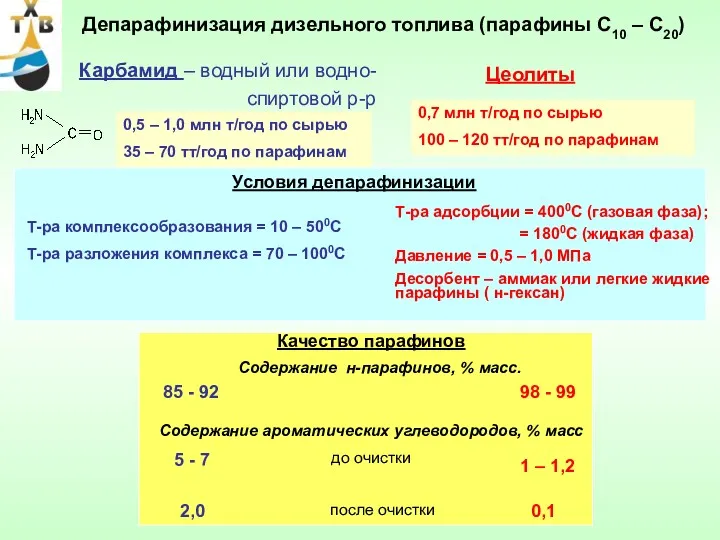
Депарафинизация дизельного топлива (парафины С10 – С20)
Карбамид – водный или водно-
Депарафинизация дизельного топлива (парафины С10 – С20)
Карбамид – водный или водно-

Депарафинизация масляных фракций
(парафины С20 – С40 )
Мощность установок по обезмасливанию
Депарафинизация масляных фракций
(парафины С20 – С40 )
Мощность установок по обезмасливанию

ПАРАФИН
ЦЕРЕЗИН
ПАРАФИН
ЦЕРЕЗИН

Производство олефиновых углеводородов
Производство олефиновых углеводородов

Олефиновые (непредельные) углеводороды
Моноолефины:
Диолефины:
Методы получения: пиролиз, выделение из газов деструктивных
Олефиновые (непредельные) углеводороды
Моноолефины:
Диолефины:
Методы получения: пиролиз, выделение из газов деструктивных

Производство этилена
(1-е место в мире по объему производства среди базовых продуктов
Производство этилена (1-е место в мире по объему производства среди базовых продуктов
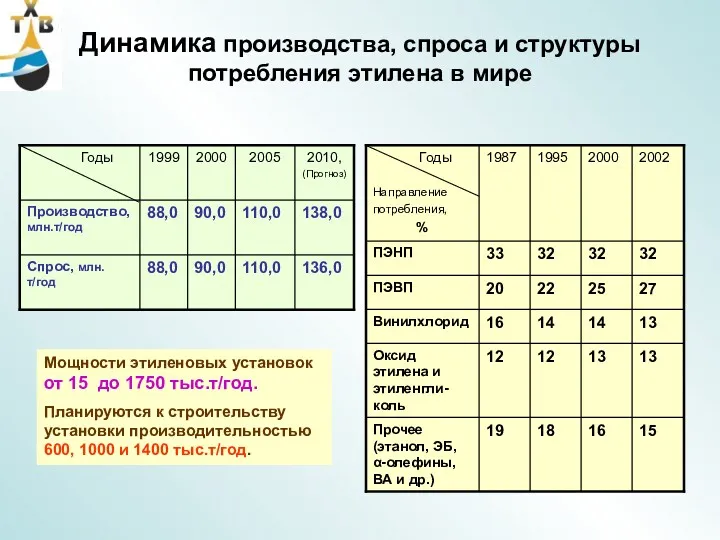
Динамика производства, спроса и структуры потребления этилена в мире
Мощности этиленовых установок
Динамика производства, спроса и структуры потребления этилена в мире
Мощности этиленовых установок

Производство и потребление пропилена
Суммарное мировое производство пропилена в 2000 г (пиролиз
Производство и потребление пропилена Суммарное мировое производство пропилена в 2000 г (пиролиз

Структура сырьевой базы (%) производства этилена (пиролиз)
В США В Западной Европе
Структура сырьевой базы (%) производства этилена (пиролиз)
В США В Западной Европе
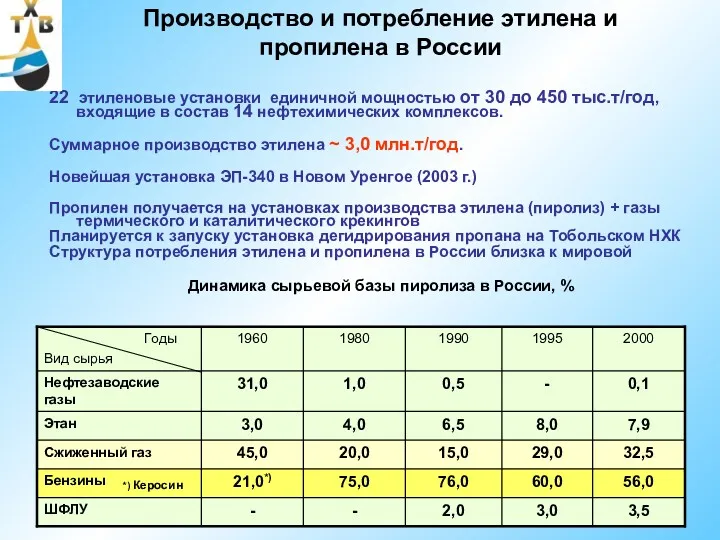
Производство и потребление этилена и пропилена в России
22 этиленовые установки единичной
Производство и потребление этилена и пропилена в России
22 этиленовые установки единичной

Технический уровень производства этилена в России
Установки малой мощности (30, 60 тыс.т/год)
Технический уровень производства этилена в России
Установки малой мощности (30, 60 тыс.т/год)

Лекция 4
Пиролиз углеводородного сырья
Лекция 4
Пиролиз углеводородного сырья

Основные закономерности процесса пиролиза
Пиролиз – высокотемпературный крекинг (800-15000С в зависимости
Основные закономерности процесса пиролиза
Пиролиз – высокотемпературный крекинг (800-15000С в зависимости
Термическое разложение углеводородов – ряд последовательно и параллельно протекающих химических реакций
Термическое разложение углеводородов – ряд последовательно и параллельно протекающих химических реакций

Механизм пиролиза – свободно-радикальный
Основная реакция – расщепление углеводородов по связи С
Механизм пиролиза – свободно-радикальный
Основная реакция – расщепление углеводородов по связи С

Циклоалканы
Когда в ходе реакции получается достаточно большое количество радикалов, циклопентан вступает
Циклоалканы
Когда в ходе реакции получается достаточно большое количество радикалов, циклопентан вступает
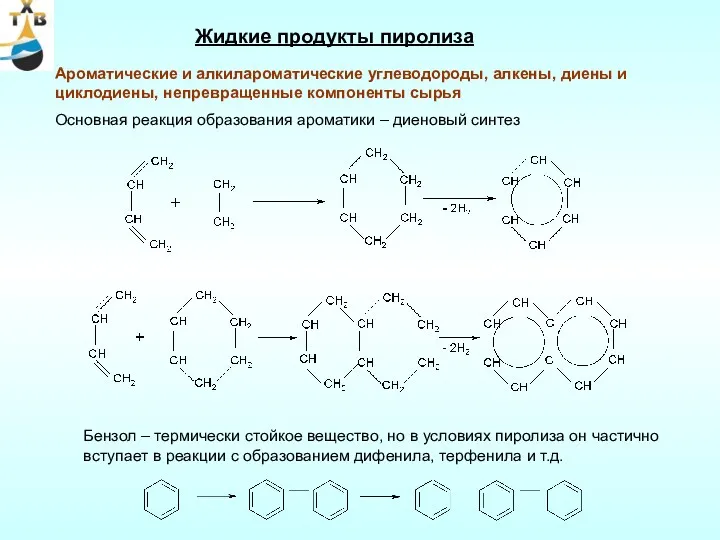
Жидкие продукты пиролиза
Ароматические и алкилароматические углеводороды, алкены, диены и циклодиены, непревращенные
Жидкие продукты пиролиза
Ароматические и алкилароматические углеводороды, алкены, диены и циклодиены, непревращенные

Кокс
При температурах промышленного пиролиза (700 – 9000С) может формироваться кокс трех
Кокс
При температурах промышленного пиролиза (700 – 9000С) может формироваться кокс трех
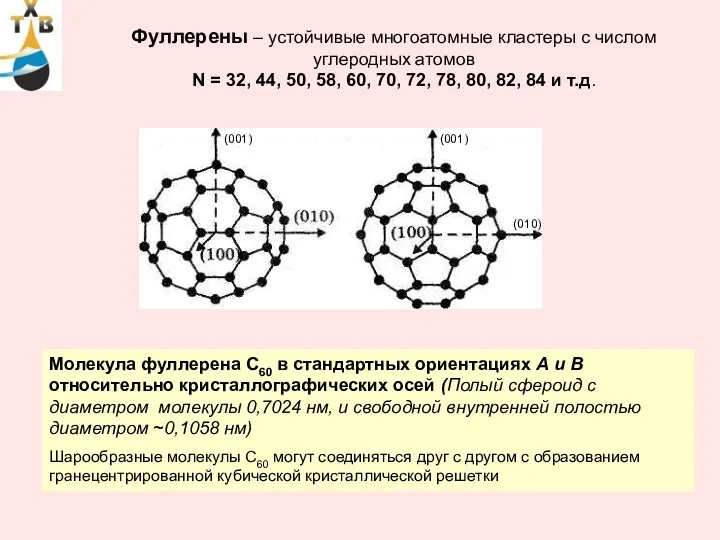
Молекула фуллерена С60 в стандартных ориентациях А и В относительно кристаллографических
Молекула фуллерена С60 в стандартных ориентациях А и В относительно кристаллографических
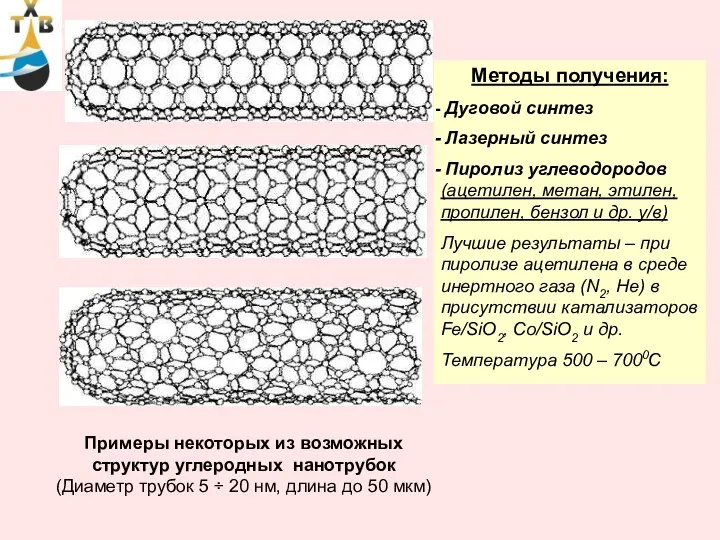
Примеры некоторых из возможных структур углеродных нанотрубок (Диаметр трубок 5 ÷
Примеры некоторых из возможных структур углеродных нанотрубок (Диаметр трубок 5 ÷
Первичные реакции (расщепления) идут с поглощением тепла и увеличением объема.
Благоприятные условия
Первичные реакции (расщепления) идут с поглощением тепла и увеличением объема.
Благоприятные условия
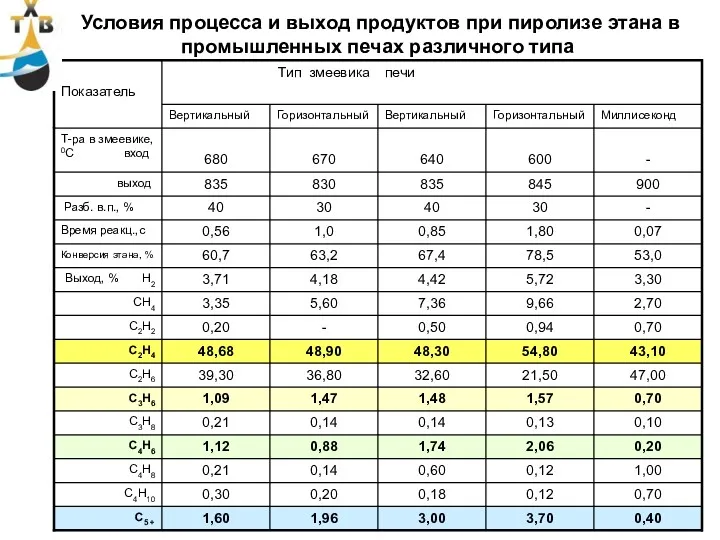
Условия процесса и выход продуктов при пиролизе этана в промышленных печах
Условия процесса и выход продуктов при пиролизе этана в промышленных печах

Условия процесса и выход продуктов при пиролизе
бензиновых фракций
(Разбавление водяным паром
Условия процесса и выход продуктов при пиролизе бензиновых фракций (Разбавление водяным паром

Состав жидких продуктов пиролиза
Атмосферный газойль
Вакуумный газойль (S~3%)
Характеристика некоторых видов сырья пиролиза
Состав жидких продуктов пиролиза
Атмосферный газойль
Вакуумный газойль (S~3%)
Характеристика некоторых видов сырья пиролиза

Условия процесса и выход продуктов пиролиза бензина, гидроочищенных (I) и гидродеароматизированных
Условия процесса и выход продуктов пиролиза бензина, гидроочищенных (I) и гидродеароматизированных

Пиролиз сырой нефти (Япония,1970 г.) , 100 тт/год Теплоноситель -
Пиролиз сырой нефти (Япония,1970 г.) , 100 тт/год Теплоноситель -

Лекция 5
Технологическое оформление процесса пиролиза, очистки и разделения продуктов пиролиза
Лекция 5
Технологическое оформление процесса пиролиза, очистки и разделения продуктов пиролиза

Обобщенные условия пиролиза, способствующие высоким выходам целевых продуктов пиролиза
Печь рассчитывается таким
Обобщенные условия пиролиза, способствующие высоким выходам целевых продуктов пиролиза
Печь рассчитывается таким

Технологическая схема процесса пиролиза
Сырье
ХОВ
ВПВД
ВПНД
Тяж. см.
ХОВ
ВПНД
Тяж. см.
Тяж.см.
Лег. см.
Пирогаз на разделение
1
3
2
4
3
5
5
6
6
8
7
9
9
9
9
1- печь; 2-
Технологическая схема процесса пиролиза
Сырье
ХОВ
ВПВД
ВПНД
Тяж. см.
ХОВ
ВПНД
Тяж. см.
Тяж.см.
Лег. см.
Пирогаз на разделение
1
3
2
4
3
5
5
6
6
8
7
9
9
9
9
1- печь; 2-

Поточная схема очистки и разделения газа пиролиза
Бензин
Пиролиз
Продукты
пиролиза
Первичное
фракциониро-вание
Тяж.см.
Лег. см.
Газ
пиролиза
Н2О
Комприми-рование
Очистка от H2S и
Поточная схема очистки и разделения газа пиролиза
Бензин
Пиролиз
Продукты
пиролиза
Первичное
фракциониро-вание
Тяж.см.
Лег. см.
Газ
пиролиза
Н2О
Комприми-рование
Очистка от H2S и
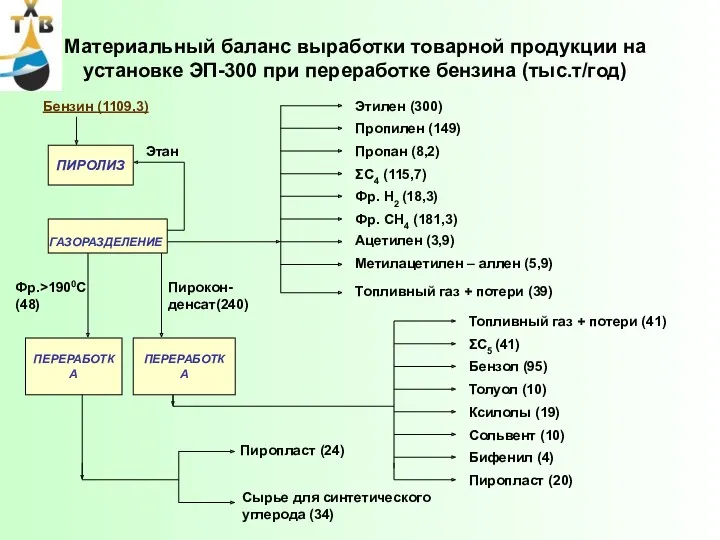
Материальный баланс выработки товарной продукции на установке ЭП-300 при переработке бензина
Материальный баланс выработки товарной продукции на установке ЭП-300 при переработке бензина
Лекция 6
Основные аппараты процесса пиролиза
Лекция 6
Основные аппараты процесса пиролиза

Схема печного блока
1 - ЗИА
2 – паросборники
3 – теплообменники
4 – печь
Схема печного блока
1 - ЗИА
2 – паросборники
3 – теплообменники
4 – печь

Печи пиролиза
Печь градиентного типа:
/ - корпус;
2- беспламенные панельные горелки;
Печи пиролиза
Печь градиентного типа:
/ - корпус;
2- беспламенные панельные горелки;

Беспламенная панельная горелка
1 — сварная распределительная камера;
2 — инжекторная труба;
Беспламенная панельная горелка
1 — сварная распределительная камера;
2 — инжекторная труба;
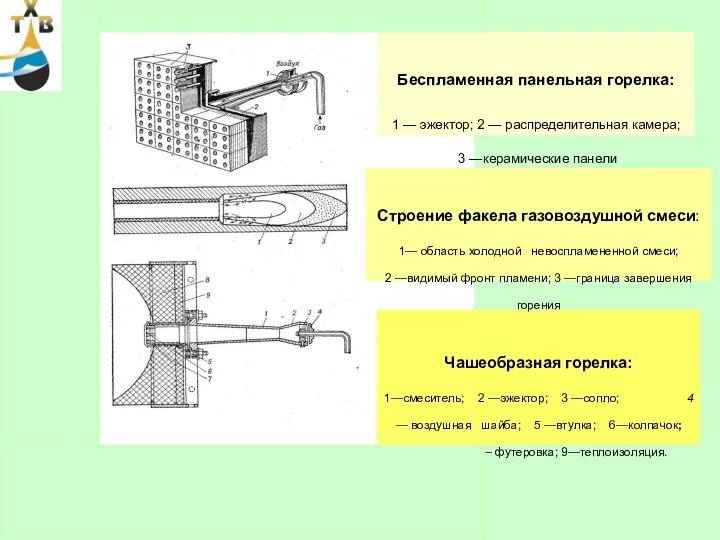
Чашеобразная горелка:
1—смеситель; 2 —эжектор; 3 —сопло; 4 — воздушная шайба; 5
1—смеситель; 2 —эжектор; 3 —сопло; 4 — воздушная шайба; 5

Пиролизная печь фирмы Lummus
Печь высокотемпературного (жесткого) пиролиза:
-вертикальные трубы в радиантной камере;
-однорядный
Пиролизная печь фирмы Lummus
Печь высокотемпературного (жесткого) пиролиза:
-вертикальные трубы в радиантной камере;
-однорядный

Трубчатая печь с вертикальным расположением радиантных труб:
1—потолок топочной камеры; 2—подвески;
3
1—потолок топочной камеры; 2—подвески;
3

Печь высокотемпературного пиролиза фирмы Kellog
-факельные горелки высокоинерционного типа, факел которых раскаляет
Печь высокотемпературного пиролиза фирмы Kellog
-факельные горелки высокоинерционного типа, факел которых раскаляет
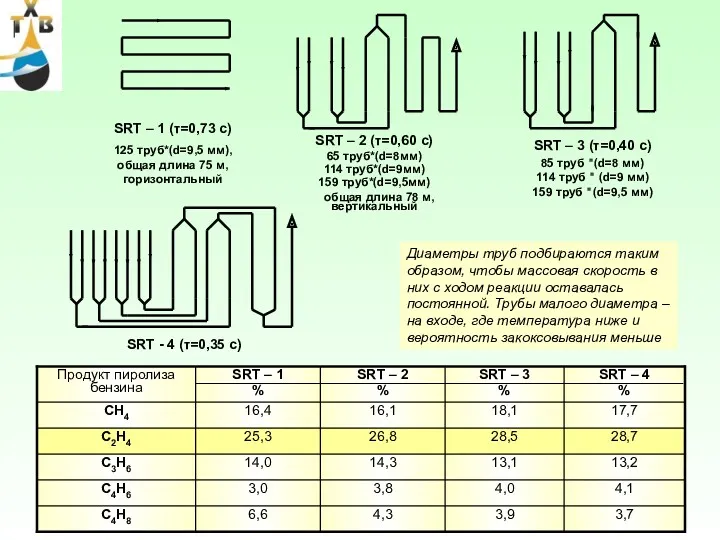
SRT – 1 (τ=0,73 c)
125 труб*(d=9,5 мм), общая длина 75
SRT – 1 (τ=0,73 c)
125 труб*(d=9,5 мм), общая длина 75

Закалочно-испарительный аппарат фирмы Borsig
Пирогаз
Товарный пар
ЗИА вырабатывают водяной пар с давлением 7-12,5
Закалочно-испарительный аппарат фирмы Borsig
Пирогаз
Товарный пар
ЗИА вырабатывают водяной пар с давлением 7-12,5

Закалочно-испарительный аппарат (ЗИА)
Конструкция ЗИА допускает ввод пирогаза с температурой до
Закалочно-испарительный аппарат (ЗИА)
Конструкция ЗИА допускает ввод пирогаза с температурой до

Закалочно-испарительный аппарат (ЗИА)
Закалочно-испарительный аппарат фирмы «Mitsui»:
/ — секция утилизации тепла;
Закалочно-испарительный аппарат (ЗИА)
Закалочно-испарительный аппарат фирмы «Mitsui»:
/ — секция утилизации тепла;
Закалочно-испарительный аппарат (ЗИА)
Закалочно-испарительный аппарат типа «USX»
Создание многопоточных печей, работающих при
Закалочно-испарительный аппарат (ЗИА)
Закалочно-испарительный аппарат типа «USX»
Создание многопоточных печей, работающих при

Подготовка питательной воды для ЗИА
Обезмасливание загрязненного нефтепродуктами парового конденсата на фильтре
Подготовка питательной воды для ЗИА
Обезмасливание загрязненного нефтепродуктами парового конденсата на фильтре
Лекция 7
Нетрадиционные методы пиролиза
Лекция 7
Нетрадиционные методы пиролиза

I.Пиролиз в присутствии гетерогенных катализаторов
Сырье – прямогонный бензин
Печь пиролиза – цилиндрическая
I.Пиролиз в присутствии гетерогенных катализаторов
Сырье – прямогонный бензин
Печь пиролиза – цилиндрическая

Пиролиз прямогонного бензина на различных катализаторах
(в лабораторном прямоточном реакторе)
К а т
Пиролиз прямогонного бензина на различных катализаторах
(в лабораторном прямоточном реакторе)
К а т

II.Высокотемпературный пиролиз с использованием газообразных теплоносителей (гомогенный высокотемпературный пиролиз)
Теплоносители – водяной
II.Высокотемпературный пиролиз с использованием газообразных теплоносителей (гомогенный высокотемпературный пиролиз)
Теплоносители – водяной

III. Гомогенно-инициированный пиролиз
(IА – НСI; IБ – Н2О2; II – термический
III. Гомогенно-инициированный пиролиз (IА – НСI; IБ – Н2О2; II – термический
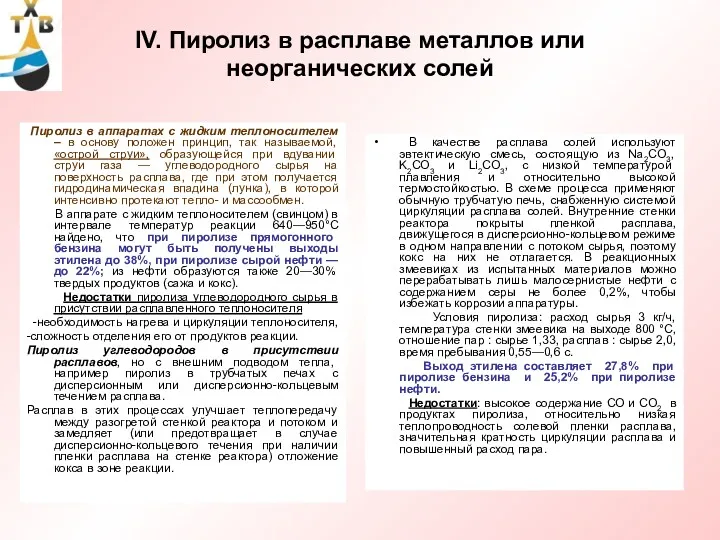
IV. Пиролиз в расплаве металлов или неорганических солей
Пиролиз в аппаратах
IV. Пиролиз в расплаве металлов или неорганических солей
Пиролиз в аппаратах
V. Термоконтактный пиролиз
Процесс фирмы «Lurgi» - подогретая в печи до
V. Термоконтактный пиролиз
Процесс фирмы «Lurgi» - подогретая в печи до

V. Термоконтактный пиролиз (продолжение)
Для пиролиза остатков вакуумной перегонки нефти («Gulf Oil
V. Термоконтактный пиролиз (продолжение)
Для пиролиза остатков вакуумной перегонки нефти («Gulf Oil

Производство ацетилена
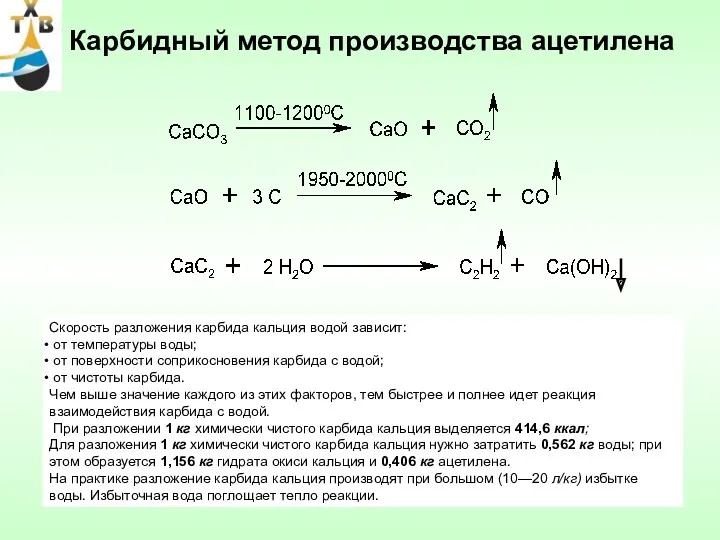
Карбидный метод производства ацетилена
Скорость разложения карбида кальция водой зависит:
от температуры
Карбидный метод производства ацетилена
Скорость разложения карбида кальция водой зависит:
от температуры
Разложение карбида кальция водой на заводах осуществляется в аппаратах специальной конструкции,
Разложение карбида кальция водой на заводах осуществляется в аппаратах специальной конструкции,
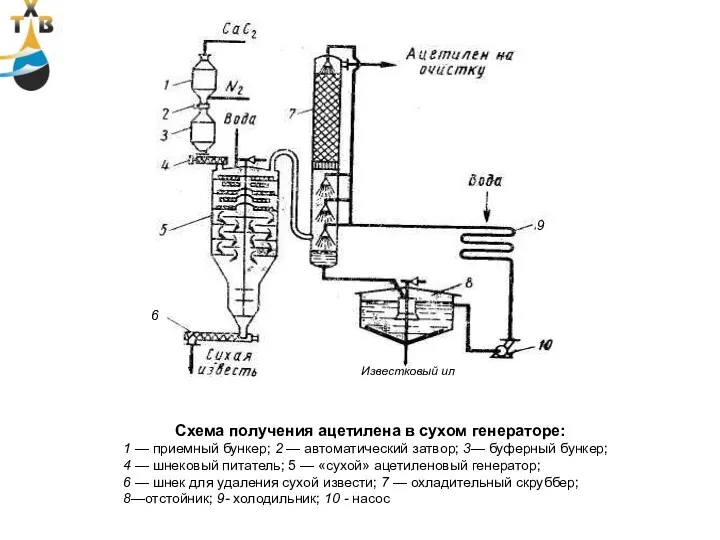
Схема получения ацетилена в сухом генераторе:
1 — приемный бункер; 2
Схема получения ацетилена в сухом генераторе:
1 — приемный бункер; 2

Производство ацетилена пиролизом углеводородного сырья
t > 15000 С – для метана
t
Производство ацетилена пиролизом углеводородного сырья
t > 15000 С – для метана
t

Регенеративный пиролиз в печах с огнеупорной насадкой: ее сперва разогревают
Регенеративный пиролиз в печах с огнеупорной насадкой: ее сперва разогревают
Для выделения и очистки ацетилена используют его свойство лучше, чем другие
Для выделения и очистки ацетилена используют его свойство лучше, чем другие

Лекция 8
Дегидрирование насыщенных углеводородов
Лекция 8
Дегидрирование насыщенных углеводородов

Дегидрирование – процесс производства и моноолефинов и диолефинов
Изобутилен
Бутадиен
Изопрен
В настоящее время мировое
Дегидрирование – процесс производства и моноолефинов и диолефинов
Изобутилен
Бутадиен
Изопрен
В настоящее время мировое
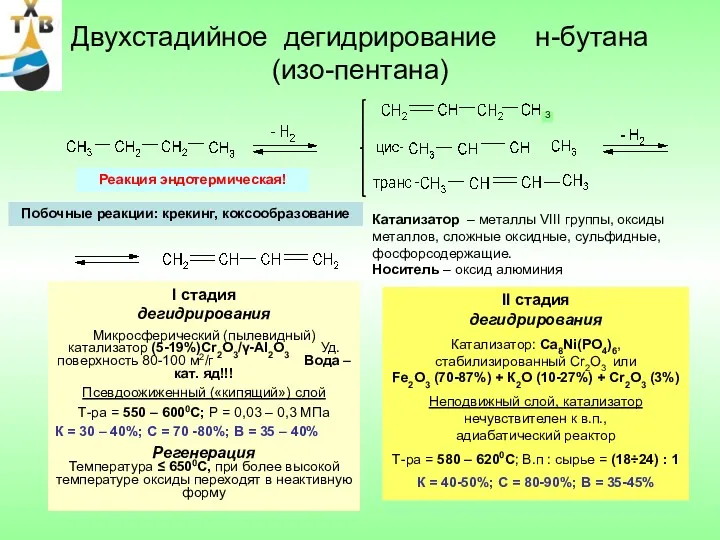
Двухстадийное дегидрирование н-бутана (изо-пентана)
I стадия дегидрирования
Микросферический (пылевидный) катализатор (5-19%)Cr2О3/γ-AI2О3 Уд.поверхность 80-100
Двухстадийное дегидрирование н-бутана (изо-пентана)
I стадия дегидрирования
Микросферический (пылевидный) катализатор (5-19%)Cr2О3/γ-AI2О3 Уд.поверхность 80-100

Поточная схема двухстадийного дегидрирования н-бутана
Дегидрирование I стадия
Разделение к.г. I стадии
Разделение бутан-бутеновой
Поточная схема двухстадийного дегидрирования н-бутана
Дегидрирование I стадия
Разделение к.г. I стадии
Разделение бутан-бутеновой
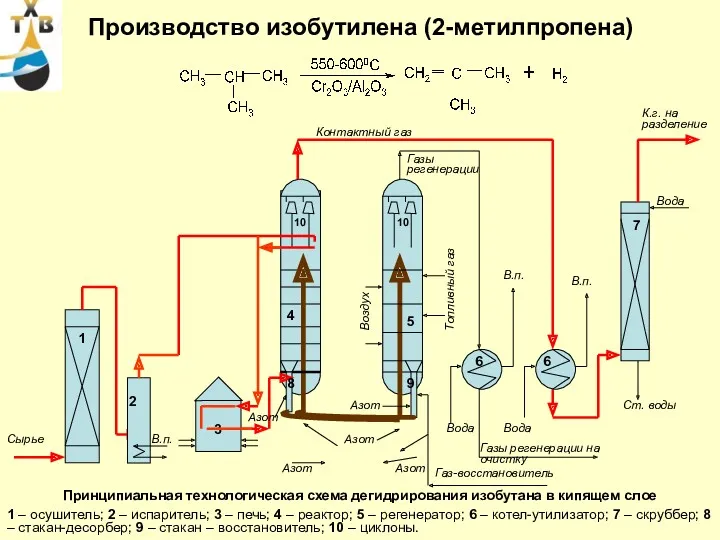
Производство изобутилена (2-метилпропена)
Сырье
В.п.
Азот
Азот
Контактный газ
Газы регенерации
Газы регенерации на очистку
К.г. на разделение
Вода
В.п.
В.п.
Вода
Вода
Топливный газ
Воздух
Газ-восстановитель
Азот
Азот
1
3
4
5
6
6
7
Принципиальная
Производство изобутилена (2-метилпропена)
Сырье
В.п.
Азот
Азот
Контактный газ
Газы регенерации
Газы регенерации на очистку
К.г. на разделение
Вода
В.п.
В.п.
Вода
Вода
Топливный газ
Воздух
Газ-восстановитель
Азот
Азот
1
3
4
5
6
6
7
Принципиальная

Реактор установки дегидрирования
изо-бутана в псевдоожиженном слое с параллельным расположением
Реактор установки дегидрирования
изо-бутана в псевдоожиженном слое с параллельным расположением
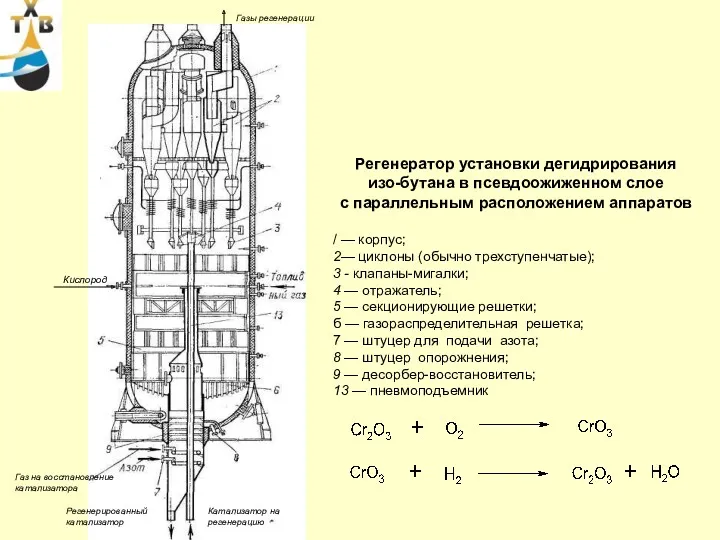
Регенератор установки дегидрирования
изо-бутана в псевдоожиженном слое
с параллельным расположением аппаратов
/
Регенератор установки дегидрирования
изо-бутана в псевдоожиженном слое
с параллельным расположением аппаратов
/

Производство стирола и α-метилстирола
Мировое производство стирола > 22 млн. т/г в
Производство стирола и α-метилстирола
Мировое производство стирола > 22 млн. т/г в
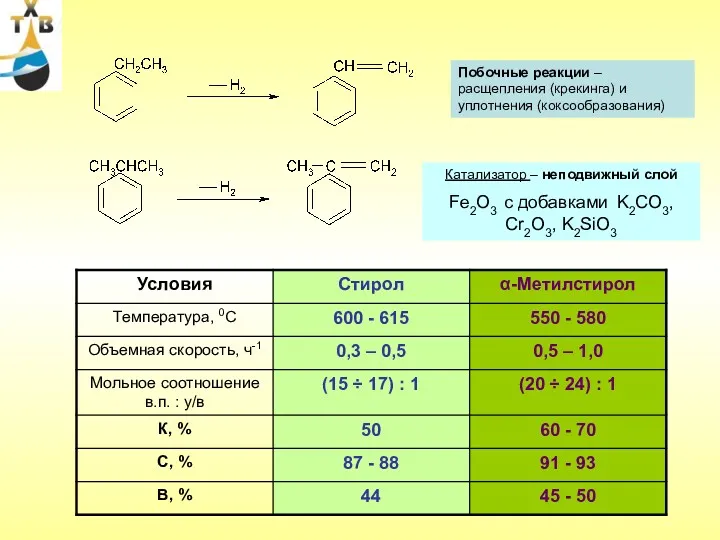
Побочные реакции – расщепления (крекинга) и уплотнения (коксообразования)
Катализатор – неподвижный слой
Fe2O3
Побочные реакции – расщепления (крекинга) и уплотнения (коксообразования)
Катализатор – неподвижный слой
Fe2O3

1
2
3
3
4
5
11
8
10
7
9
Стирол
ГХ (ингибитор)
Кубовый остаток
Возвратный этилбензол
Бензол-толуол
Вода
ЭБ
В.п.
Газы
Принципиальная технологическая схема дегидрирования этилбензола (изопропилбензола)
1 – испаритель;
1
2
3
3
4
5
11
8
10
7
9
Стирол
ГХ (ингибитор)
Кубовый остаток
Возвратный этилбензол
Бензол-толуол
Вода
ЭБ
В.п.
Газы
Принципиальная технологическая схема дегидрирования этилбензола (изопропилбензола)
1 – испаритель;
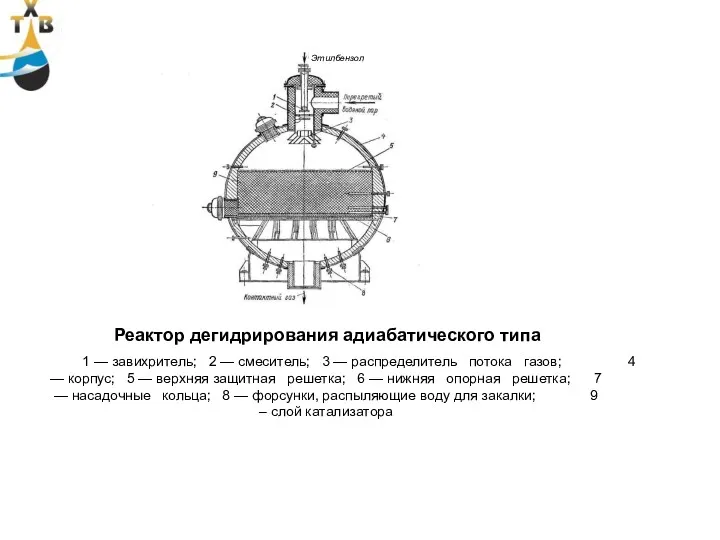
Реактор дегидрирования адиабатического типа
1 — завихритель; 2 — смеситель;
Реактор дегидрирования адиабатического типа
1 — завихритель; 2 — смеситель;
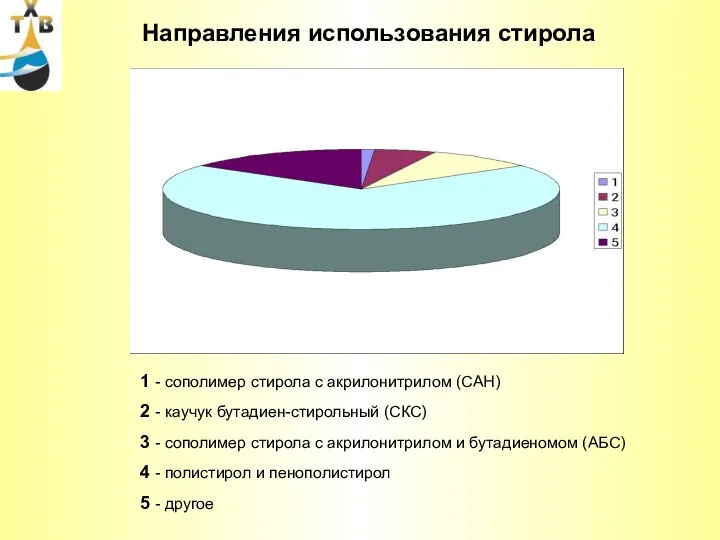
Направления использования стирола
1 - сополимер стирола с акрилонитрилом (САН)
2 - каучук
Направления использования стирола
1 - сополимер стирола с акрилонитрилом (САН)
2 - каучук

Рост мировых мощностей по производству стирола и спроса на стирол (тыс.т)
Рост мировых мощностей по производству стирола и спроса на стирол (тыс.т)
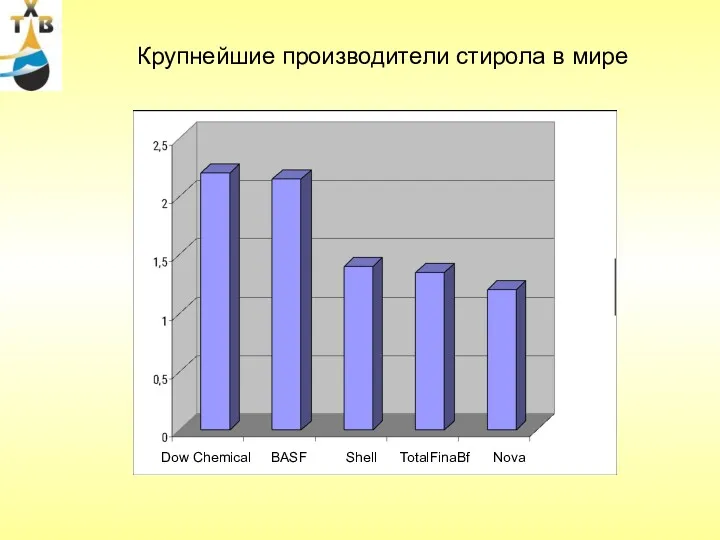
Крупнейшие производители стирола в мире
Dow Chemical BASF Shell TotalFinaBf Nova
Крупнейшие производители стирола в мире
Dow Chemical BASF Shell TotalFinaBf Nova

Лекция 9
Дегидрирование насыщенных углеводородов (продолжение)
Лекция 9
Дегидрирование насыщенных углеводородов (продолжение)
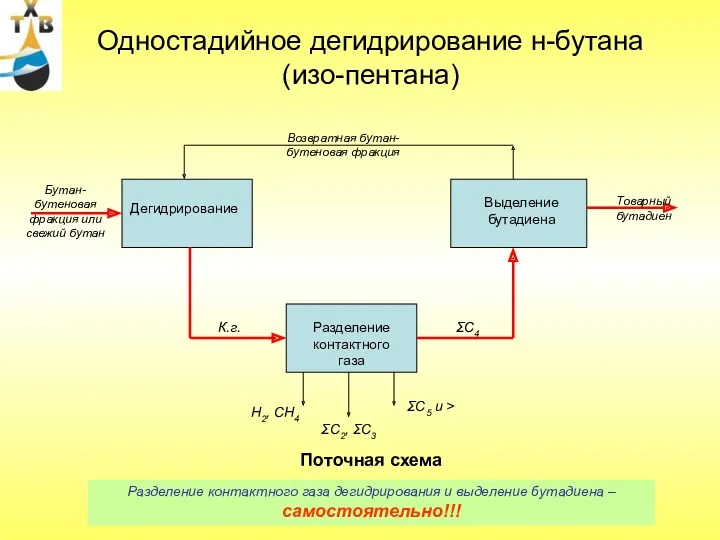
Одностадийное дегидрирование н-бутана (изо-пентана)
Дегидрирование
Разделение контактного газа
Выделение бутадиена
Н2, СН4
ΣC2, ΣC3
ΣC5 и >
Бутан-бутеновая
Одностадийное дегидрирование н-бутана (изо-пентана)
Дегидрирование
Разделение контактного газа
Выделение бутадиена
Н2, СН4
ΣC2, ΣC3
ΣC5 и >
Бутан-бутеновая
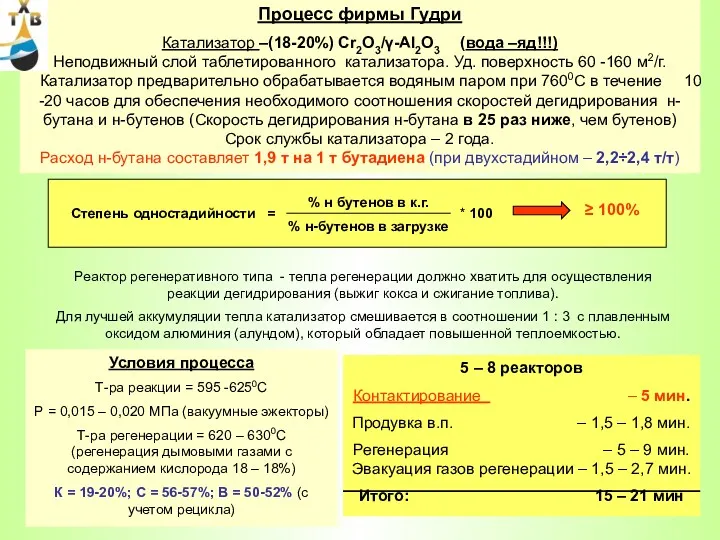
Процесс фирмы Гудри
Катализатор –(18-20%) Cr2О3/γ-AI2О3 (вода –яд!!!) Неподвижный слой таблетированного катализатора.
Процесс фирмы Гудри
Катализатор –(18-20%) Cr2О3/γ-AI2О3 (вода –яд!!!) Неподвижный слой таблетированного катализатора.
Методы производства изопрена
Методы производства изопрена
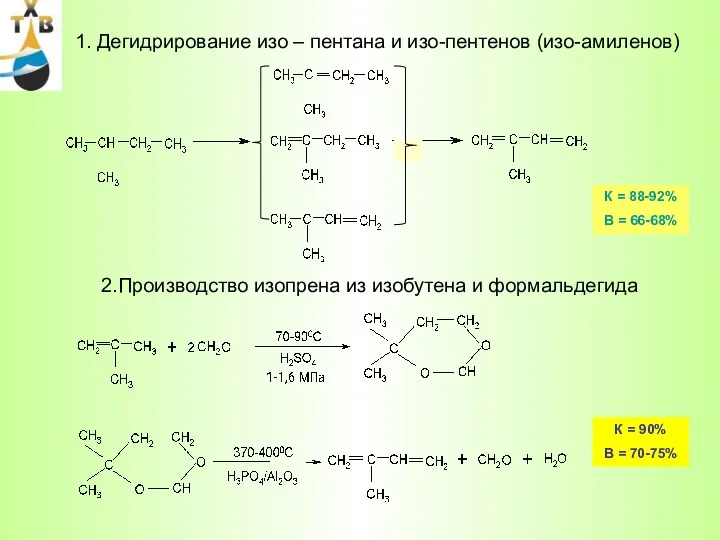
2.Производство изопрена из изобутена и формальдегида
1. Дегидрирование изо – пентана и
2.Производство изопрена из изобутена и формальдегида
1. Дегидрирование изо – пентана и

3. Из ацетона и ацетилена
4. Из пропилена
С = 40 – 60%
На
3. Из ацетона и ацетилена
4. Из пропилена
С = 40 – 60%
На

Производство высших олефиновых углеводородов
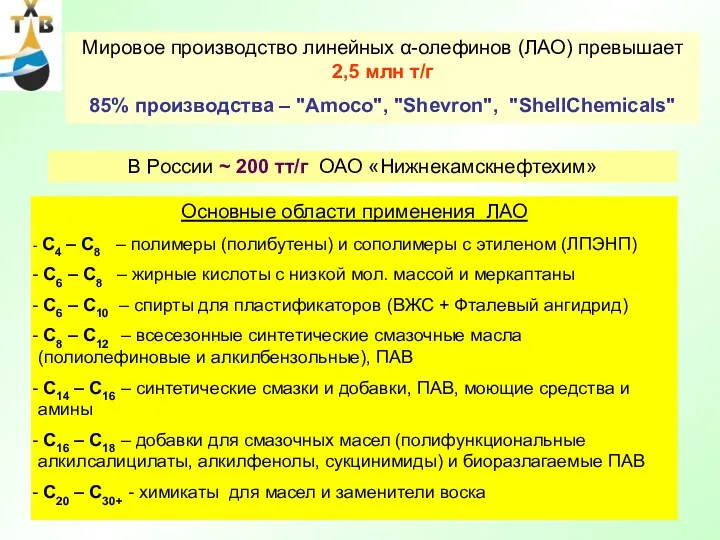
Мировое производство линейных α-олефинов (ЛАО) превышает 2,5 млн т/г
85% производства –
Мировое производство линейных α-олефинов (ЛАО) превышает 2,5 млн т/г
85% производства –
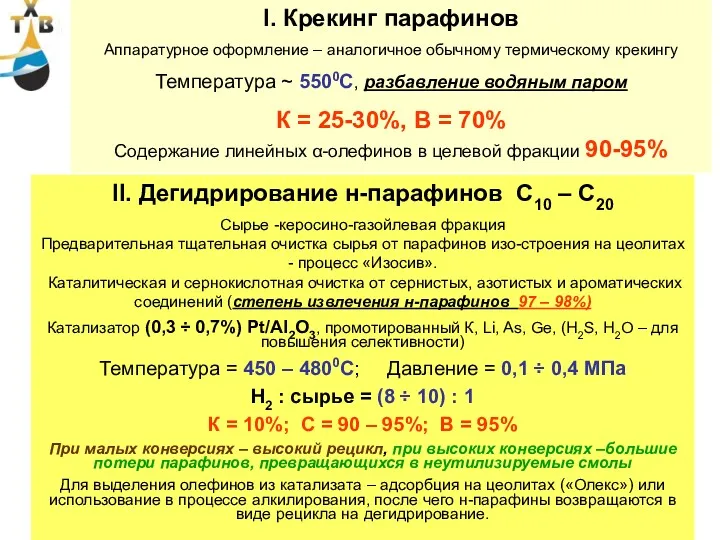
I. Крекинг парафинов
Аппаратурное оформление – аналогичное обычному термическому крекингу
Температура ~ 5500С,
I. Крекинг парафинов
Аппаратурное оформление – аналогичное обычному термическому крекингу
Температура ~ 5500С,
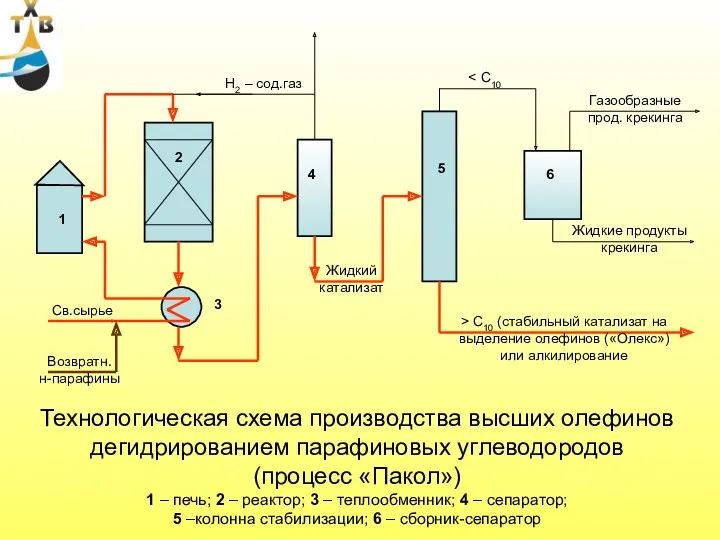
Технологическая схема производства высших олефинов дегидрированием парафиновых углеводородов (процесс «Пакол»)
1 –
Технологическая схема производства высших олефинов дегидрированием парафиновых углеводородов (процесс «Пакол»)
1 –

III.Олигомеризация низших олефинов
Катализаторы олигомеризации
1 – Кислые:
Протонные кислоты (Н2SО4, Н3РО4,
III.Олигомеризация низших олефинов
Катализаторы олигомеризации
1 – Кислые:
Протонные кислоты (Н2SО4, Н3РО4,
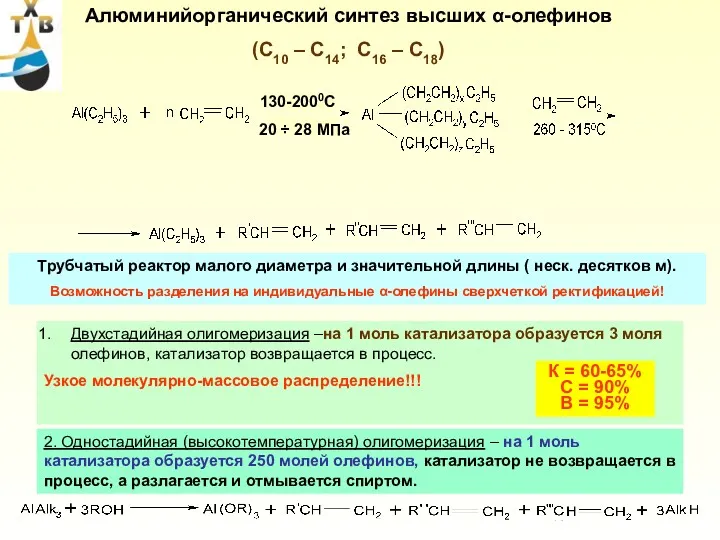
Двухстадийная олигомеризация –на 1 моль катализатора образуется 3 моля олефинов, катализатор
Двухстадийная олигомеризация –на 1 моль катализатора образуется 3 моля олефинов, катализатор
Реактор олигомери-зации
Дегазатор
Отделитель полимера
Дезактиватор катализатора
Отделение ректификации
Полимер
Этилен
Этилен
ТЭА
Дезактиват
NaOH
Фракции α-олефинов С4 – С40
Принципиальная блок-схема процесса
Реактор олигомери-зации
Дегазатор
Отделитель полимера
Дезактиватор катализатора
Отделение ректификации
Полимер
Этилен
Этилен
ТЭА
Дезактиват
NaOH
Фракции α-олефинов С4 – С40
Принципиальная блок-схема процесса
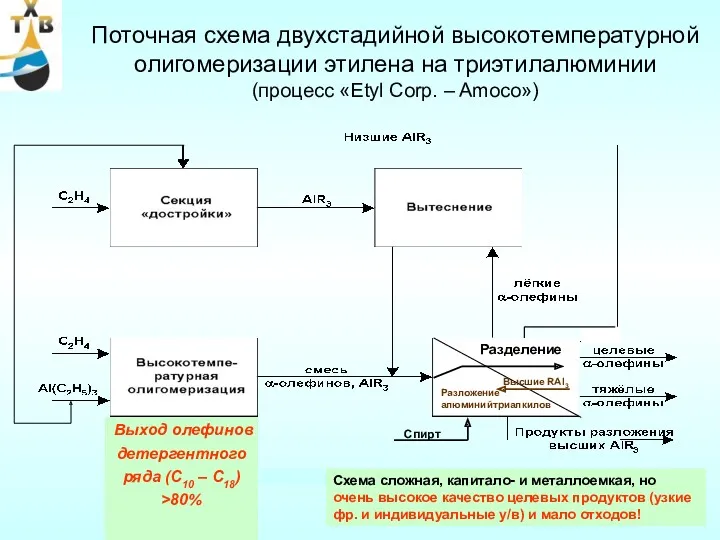
Поточная схема двухстадийной высокотемпературной олигомеризации этилена на триэтилалюминии (процесс «Etyl Corp.
Поточная схема двухстадийной высокотемпературной олигомеризации этилена на триэтилалюминии (процесс «Etyl Corp.
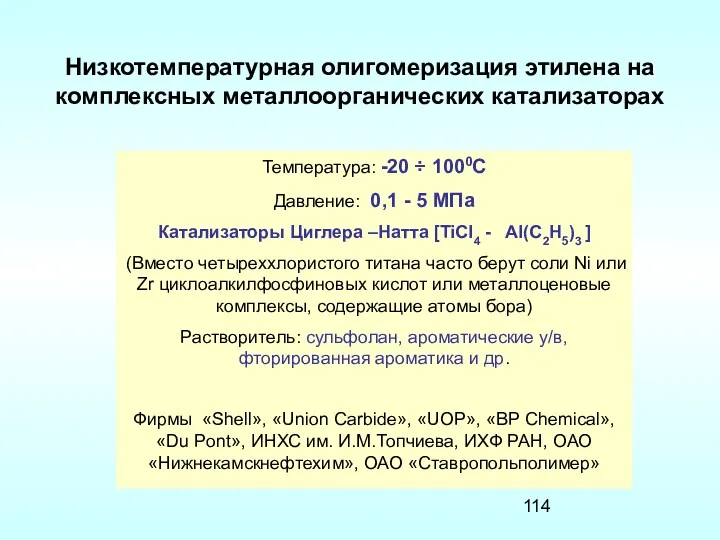
Низкотемпературная олигомеризация этилена на комплексных металлоорганических катализаторах
Температура: -20 ÷ 1000С
Давление: 0,1
Низкотемпературная олигомеризация этилена на комплексных металлоорганических катализаторах
Температура: -20 ÷ 1000С
Давление: 0,1

Лекция 10
Производство ароматических углеводородов
Лекция 10
Производство ароматических углеводородов
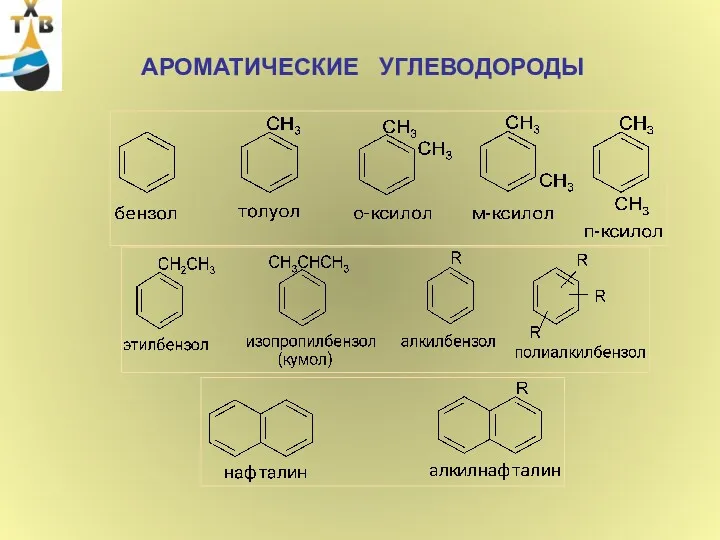
АРОМАТИЧЕСКИЕ УГЛЕВОДОРОДЫ
АРОМАТИЧЕСКИЕ УГЛЕВОДОРОДЫ

Источники ароматических углеводородов
Углеводородные фракции нефти
Смола пиролиза
Смола коксования (в России ~ 25%
Источники ароматических углеводородов
Углеводородные фракции нефти
Смола пиролиза
Смола коксования (в России ~ 25%
Мировое производство бензола составляет
~ 35 млн. т/год, в т.ч. в
Мировое производство бензола составляет ~ 35 млн. т/год, в т.ч. в

«Нижнекамскнефтехим» - 23%
«Сибнефть – Омский НПЗ» - 16%
«Салаватнефтеоргсинтез» - 15%
«Сибурнефтехим» -
«Нижнекамскнефтехим» - 23%
«Сибнефть – Омский НПЗ» - 16%
«Салаватнефтеоргсинтез» - 15%
«Сибурнефтехим» -


Структура потребления бензола (%)
Структура потребления бензола (%)
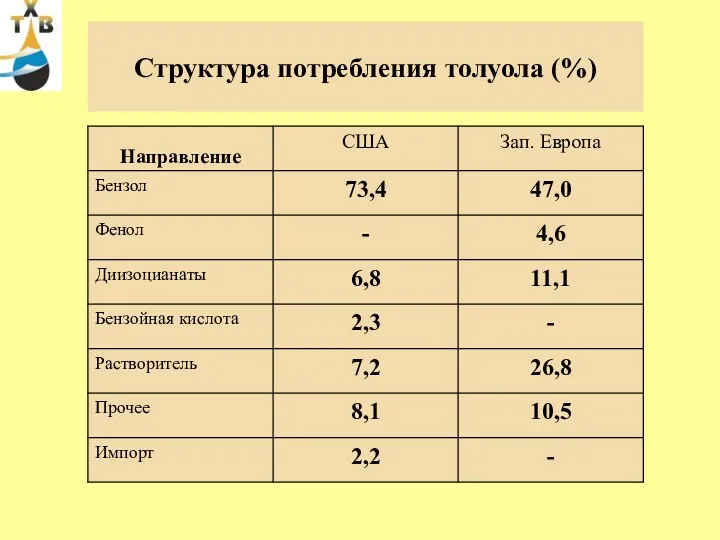
Структура потребления толуола (%)
Структура потребления толуола (%)
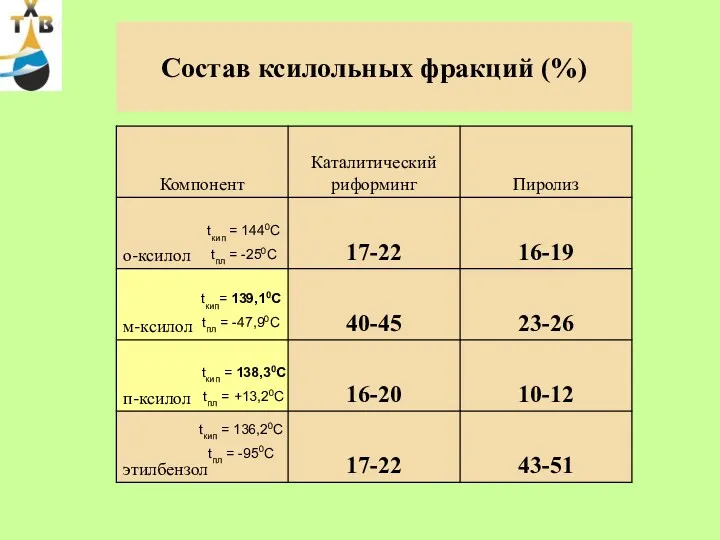
Состав ксилольных фракций (%)
tкип = 1440C
tпл = -250C
tкип= 139,10C
tпл = -47,90C
tкип
Состав ксилольных фракций (%)
tкип = 1440C
tпл = -250C
tкип= 139,10C
tпл = -47,90C
tкип
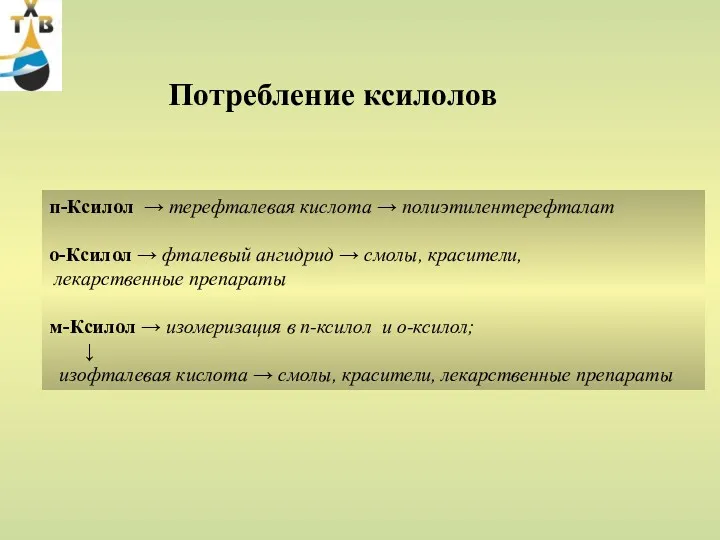
п-Ксилол → терефталевая кислота → полиэтилентерефталат
о-Ксилол → фталевый ангидрид → смолы,
п-Ксилол → терефталевая кислота → полиэтилентерефталат о-Ксилол → фталевый ангидрид → смолы,

Термическое гидродеалкилирование
Условия процесса: 700 – 8000C; 2,8 – 3,2 МПа; 0,1
Термическое гидродеалкилирование
Условия процесса: 700 – 8000C; 2,8 – 3,2 МПа; 0,1
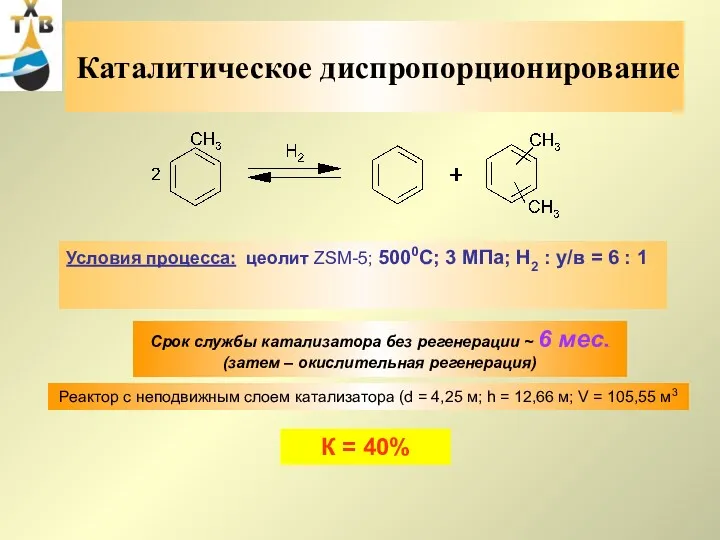
Каталитическое диспропорционирование
Условия процесса: цеолит ZSM-5; 5000С; 3 МПа; Н2 : у/в
Каталитическое диспропорционирование
Условия процесса: цеолит ZSM-5; 5000С; 3 МПа; Н2 : у/в

Изомеризация ксилолов
Условия процесса: Pt/Al2O3 ( промоторы Cl, F ) или цеолиты;
Изомеризация ксилолов
Условия процесса: Pt/Al2O3 ( промоторы Cl, F ) или цеолиты;

Комплекс «Ароматика»
Комплекс «Ароматика»

Поточная схема комплекса «Ароматика (Уфа, Омск)
(125 тт/год бензола, 165 тт/год о-ксилола,
Поточная схема комплекса «Ароматика (Уфа, Омск)
(125 тт/год бензола, 165 тт/год о-ксилола,

Лекция 11
Выделение и разделение ароматических углеводородов
Лекция 11
Выделение и разделение ароматических углеводородов

А+Н
Т
А+Т
Н
А+Н
Т
А+Т
Н
А+Н
Т
А+Т
Н
Азеотропная перегонка
Экстрактивная перегонка
Селективная экстракция
Сульфолан, 76 – 990С; экстрагент : сырье =
А+Н
Т
А+Т
Н
А+Н
Т
А+Т
Н
А+Н
Т
А+Т
Н
Азеотропная перегонка
Экстрактивная перегонка
Селективная экстракция
Сульфолан, 76 – 990С; экстрагент : сырье =
Д
А+В
А+Д
В+Д
Схема разделения двухкомпонентной смеси методом адсорбции в неподвижном слое адсорбента
Д
А+В
А+Д
В+Д
Схема разделения двухкомпонентной смеси методом адсорбции в неподвижном слое адсорбента

Экстракт А+Д
Сырье А+В
Рафинат В+Д
Десорбция А (адсорбця Д)
Десорбция В (адсорбция А и
Экстракт А+Д
Сырье А+В
Рафинат В+Д
Десорбция А (адсорбця Д)
Десорбция В (адсорбция А и
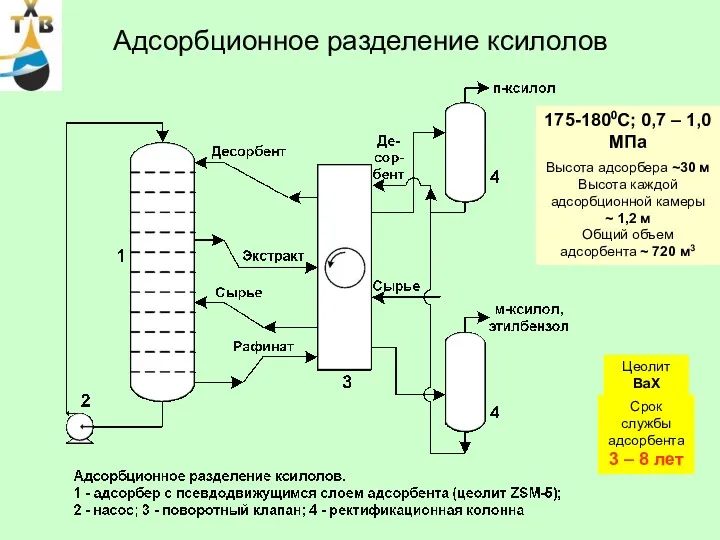
Адсорбционное разделение ксилолов
Срок службы адсорбента 3 – 8 лет
175-1800С; 0,7 –
Адсорбционное разделение ксилолов
Срок службы адсорбента 3 – 8 лет
175-1800С; 0,7 –

1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Сырье
Десорбент
Промывка
Рафинат
Экстракт
Рецикл
Десорбент
Промывка
Промывка
Сырье
Экстракт
Рецикл
Промывка
Рафинат
Решетка
Слой адсорбента
Циркуля-ционные насосы
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Сырье
Десорбент
Промывка
Рафинат
Экстракт
Рецикл
Десорбент
Промывка
Промывка
Сырье
Экстракт
Рецикл
Промывка
Рафинат
Решетка
Слой адсорбента
Циркуля-ционные насосы
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
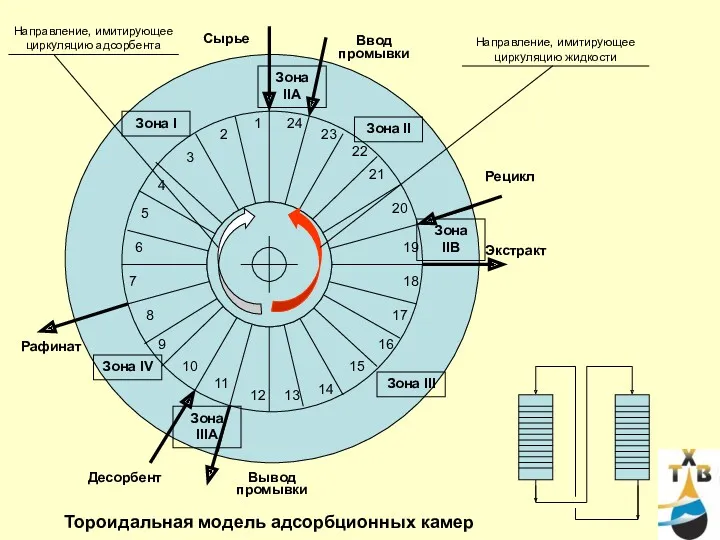
Сырье
Ввод промывки
Вывод промывки
Десорбент
Рафинат
Экстракт
Рецикл
Зона I
Зона II
Зона IIA
Зона IIB
Зона III
Зона IIIA
Зона IV
Направление, имитирующее
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Сырье
Ввод промывки
Вывод промывки
Десорбент
Рафинат
Экстракт
Рецикл
Зона I
Зона II
Зона IIA
Зона IIB
Зона III
Зона IIIA
Зона IV
Направление, имитирующее
Сырье
Десорбент
Рецикл
Ввод промывки
Вывод промывки
Рафинат
Экстракт
8
7
6
5
4
3
2
1
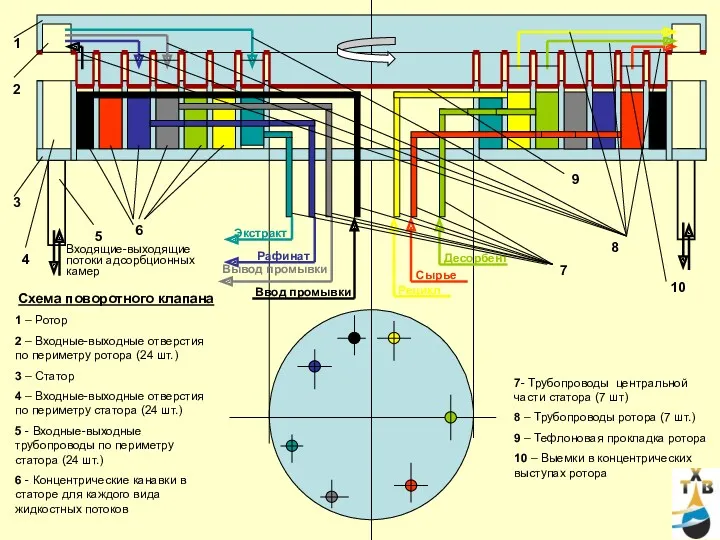
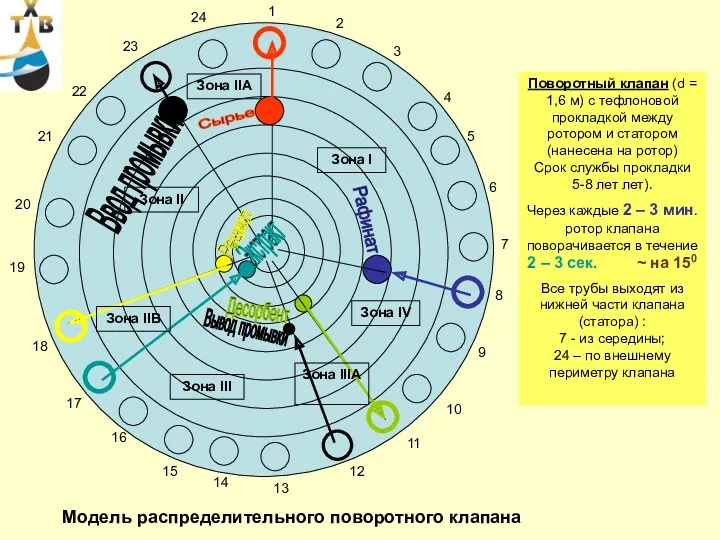
Схема поворотного клапана
1 – Ротор
2 – Входные-выходные отверстия по
Сырье
Десорбент
Рецикл
Ввод промывки
Вывод промывки
Рафинат
Экстракт
8
7
6
5
4
3
2
1
Схема поворотного клапана
1 – Ротор
2 – Входные-выходные отверстия по
17
16
8
7
6
5
4
3
2
1
15
14
13
12
11
10
9
18
19
20
21
22
23
24
Ввод промывки
Сырье
Рафинат
Десорбент
Вывод промывки
Экстракт
Рецикл
Зона I
Зона IV
Зона IIA
Зона II
Зона III
Зона IIIA
Зона IIB
Модель распределительного
17
16
8
7
6
5
4
3
2
1
15
14
13
12
11
10
9
18
19
20
21
22
23
24
Ввод промывки
Сырье
Рафинат
Десорбент
Вывод промывки
Экстракт
Рецикл
Зона I
Зона IV
Зона IIA
Зона II
Зона III
Зона IIIA
Зона IIB
Модель распределительного
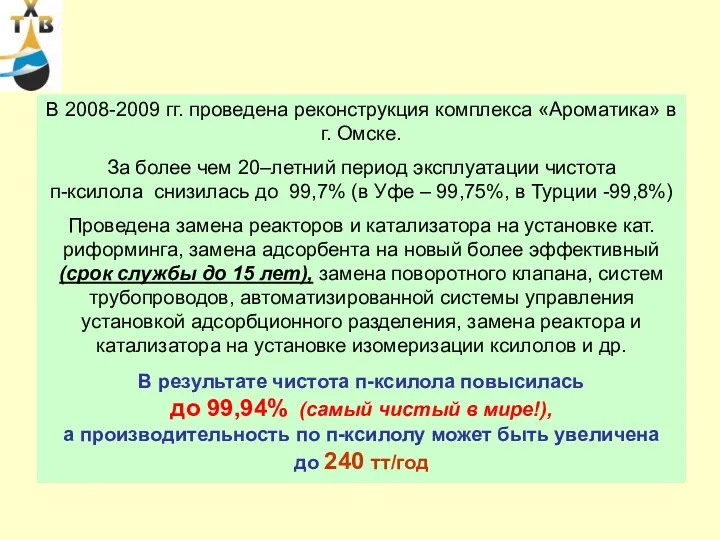
В 2008-2009 гг. проведена реконструкция комплекса «Ароматика» в г. Омске.
За более
В 2008-2009 гг. проведена реконструкция комплекса «Ароматика» в г. Омске.
За более
Лекция 12
Алкилирование ароматических углеводородов
Лекция 12
Алкилирование ароматических углеводородов

АЛКИЛИРОВАНИЕ БЕНЗОЛА ОЛЕФИНАМИ
1.АЛКИЛИРУЮЩИЕ АГЕНТЫ:
- низшие олефины (этилен, пропилен)
- высшие α-олефины
- хлорпарафины
-
АЛКИЛИРОВАНИЕ БЕНЗОЛА ОЛЕФИНАМИ
1.АЛКИЛИРУЮЩИЕ АГЕНТЫ:
- низшие олефины (этилен, пропилен)
- высшие α-олефины
- хлорпарафины
-
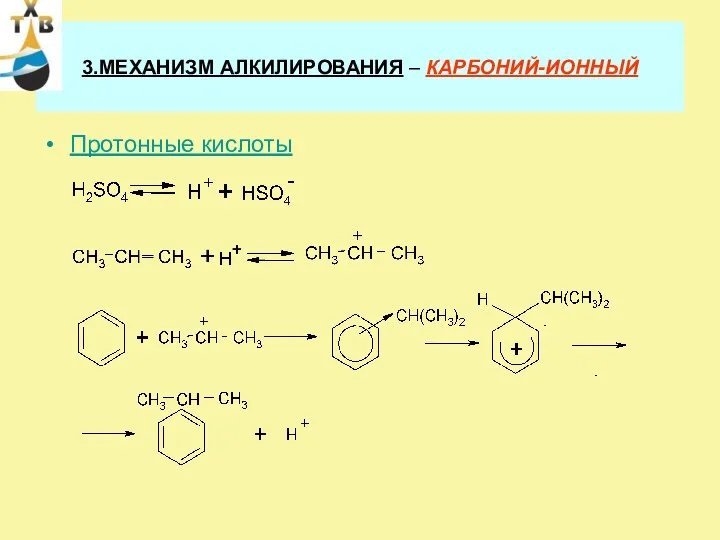
3.МЕХАНИЗМ АЛКИЛИРОВАНИЯ – КАРБОНИЙ-ИОННЫЙ
Протонные кислоты
3.МЕХАНИЗМ АЛКИЛИРОВАНИЯ – КАРБОНИЙ-ИОННЫЙ
Протонные кислоты

Или
Апротонные кислоты
Или
Апротонные кислоты

Практически каталитический комплекс только с бензолом выделить
не удается!
гетерогенный катализатор,
Практически каталитический комплекс только с бензолом выделить
не удается!
гетерогенный катализатор,

k2 > k1
В присутствии протонных кислот – необратимое алкилирование.
Содержание моноалкилбензола
k2 > k1
В присутствии протонных кислот – необратимое алкилирование.
Содержание моноалкилбензола
Побочные реакции:
- Олигомеризация олефинов (загрязнение конечного продукта!)
Образование парафинов (присоединение гидрид-иона
Побочные реакции:
- Олигомеризация олефинов (загрязнение конечного продукта!)
Образование парафинов (присоединение гидрид-иона

ОГ
20 мин.,
90-1300С,
0,5 МПа
ОГ
20 мин.,
90-1300С,
0,5 МПа

Газ
Газ
Бензол
Этилен
AlCl3
НCl
Рециркулирующие ПАБ
Р-р алкилирования
Р-р переалкили-рования
Испаритель
Сепаратор
Абсорбер
Алкилат на промывку
Поточная схема высокотемпературного гомогенного алкилирования бензола
Газ
Газ
Бензол
Этилен
AlCl3
НCl
Рециркулирующие ПАБ
Р-р алкилирования
Р-р переалкили-рования
Испаритель
Сепаратор
Абсорбер
Алкилат на промывку
Поточная схема высокотемпературного гомогенного алкилирования бензола

Расходные показатели (Monsanto)
Расход сырья, кг/кг
Этилен – 0,267
Бензол – 0,742
Пропилен –
Расходные показатели (Monsanto)
Расход сырья, кг/кг
Этилен – 0,267
Бензол – 0,742
Пропилен –

AlCl3
AlCl3

Лекция 13
Алкилирование ароматических углеводородов
Лекция 13
Алкилирование ароматических углеводородов


H3PO4/кизельгур
H3PO4/кизельгур

![Цеолиты Цеолит фирмы Union Carbide SK-500 (La+3)8,8 (NH4+)21,1 (Na+)8,3 [(AlO2)55,7 (SiO2)136,3 ] * z H2O](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/264151/slide-154.jpg)
Цеолиты
Цеолит фирмы Union Carbide SK-500
(La+3)8,8 (NH4+)21,1 (Na+)8,3 [(AlO2)55,7 (SiO2)136,3 ] *
Цеолиты Цеолит фирмы Union Carbide SK-500 (La+3)8,8 (NH4+)21,1 (Na+)8,3 [(AlO2)55,7 (SiO2)136,3 ] *

Модифицированный метод алкилирования на цеолитах «Q-max» фирмы UOP
1,2 – реактор-алкилатор; 3
Модифицированный метод алкилирования на цеолитах «Q-max» фирмы UOP
1,2 – реактор-алкилатор; 3
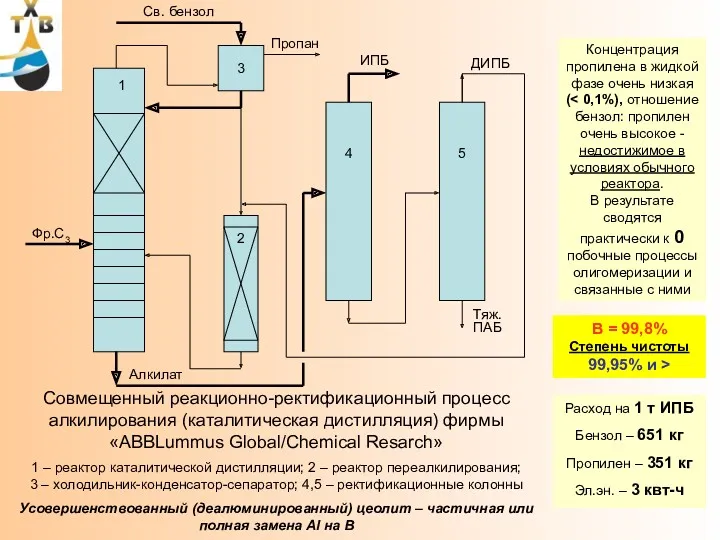
Совмещенный реакционно-ректификационный процесс алкилирования (каталитическая дистилляция) фирмы «ABBLummus Global/Chemical Resarch»
1 –
Совмещенный реакционно-ректификационный процесс алкилирования (каталитическая дистилляция) фирмы «ABBLummus Global/Chemical Resarch»
1 –
Алкилирование бензола высшими α-олефинами (С8 – С26)
Мировые мощности по производству высших
Алкилирование бензола высшими α-олефинами (С8 – С26)
Мировые мощности по производству высших
Для получения высших линейных алкилбензолов (ЛАБ) можно использовать:
олигомеры этилена
α-олефины
Для получения высших линейных алкилбензолов (ЛАБ) можно использовать:
олигомеры этилена
α-олефины
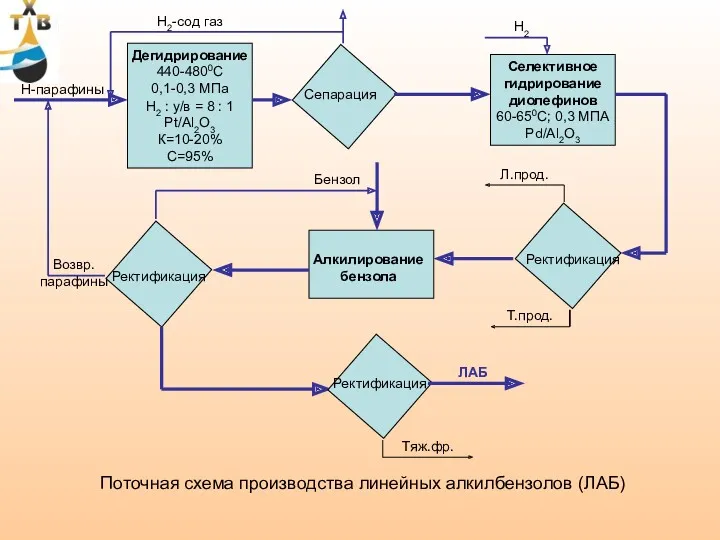
Дегидрирование440-4800С 0,1-0,3 МПа
Селективное гидрирование диолефинов 60-650С; 0,3 МПА Pd/Al2О3
Алкилирование бензола
Н2-сод газ
Н2
Дегидрирование440-4800С 0,1-0,3 МПа
Селективное гидрирование диолефинов 60-650С; 0,3 МПА Pd/Al2О3
Алкилирование бензола
Н2-сод газ
Н2

Производство циклогексана
Выделение из нефтяных фракций
Гидрирование бензола (жидкофазное, газофазное)
Изомеризация метилциклопентана
Катализатор - Ni
Производство циклогексана
Выделение из нефтяных фракций
Гидрирование бензола (жидкофазное, газофазное)
Изомеризация метилциклопентана
Катализатор - Ni
Никель Ренея, иначе «скелетный никель» — твёрдый микрокристаллический пористый никелевый катализатор, иначе
Никель Ренея, иначе «скелетный никель» — твёрдый микрокристаллический пористый никелевый катализатор, иначе
Н2
Н2
Н2
Н2
Бензол
Бензол
Бензол
Циклогексан
Циклогексан
Циклогексан
Реакторы гидрирования бензола до циклогексана
А)
Б)
В)
А) Р-р с суспендированным катализатором (никель Ренея)
Н2
Н2
Н2
Н2
Бензол
Бензол
Бензол
Циклогексан
Циклогексан
Циклогексан
Реакторы гидрирования бензола до циклогексана
А)
Б)
В)
А) Р-р с суспендированным катализатором (никель Ренея)
 Химические свойства металлов
Химические свойства металлов Золото. Что о нём мы можем рассказать?
Золото. Что о нём мы можем рассказать? d-элементы
d-элементы Подготовка к ВПР по химии. 11 класс
Подготовка к ВПР по химии. 11 класс Метаболизм кетоновых тел. Метаболизм холестерина
Метаболизм кетоновых тел. Метаболизм холестерина Химический потенциал. Фазовые равновесия
Химический потенциал. Фазовые равновесия Кислотные дожди
Кислотные дожди The Molecules of Life
The Molecules of Life Цинк и его соединения
Цинк и его соединения Фосфор и его соединения
Фосфор и его соединения Химия воды
Химия воды Закономірності протікання хімічних реакцій
Закономірності протікання хімічних реакцій Классификация химических элементов
Классификация химических элементов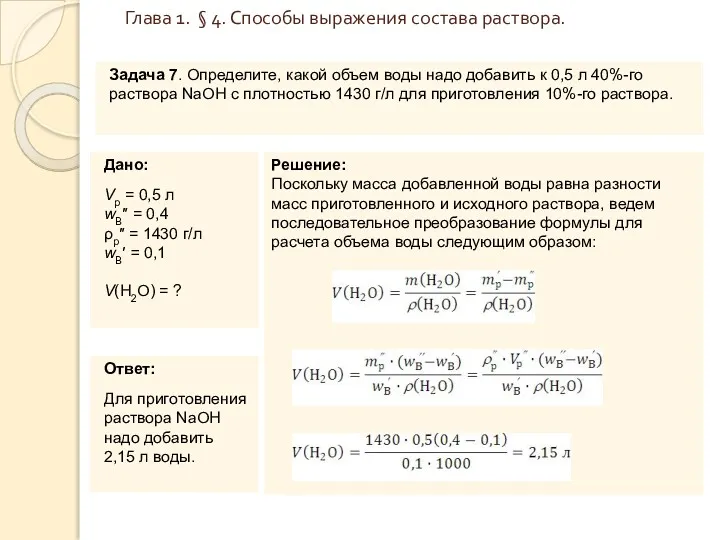 Способы выражения состава раствора. Задача 7
Способы выражения состава раствора. Задача 7 НЮ 2.1.1. Металлы - общая характеристика
НЮ 2.1.1. Металлы - общая характеристика Гониометрическое исследование кристаллов
Гониометрическое исследование кристаллов Сплавы железа с углеродом: стали и чугуны
Сплавы железа с углеродом: стали и чугуны Багатоатомні насичені спирти. Фізичні та хімічні властивості. Добування і застосування
Багатоатомні насичені спирти. Фізичні та хімічні властивості. Добування і застосування Мінерали та гірські породи
Мінерали та гірські породи Серная кислота
Серная кислота Electrolysis
Electrolysis Вещества
Вещества Карбон қышқылдары, жіктелуі, сипаттамалары, таралуы
Карбон қышқылдары, жіктелуі, сипаттамалары, таралуы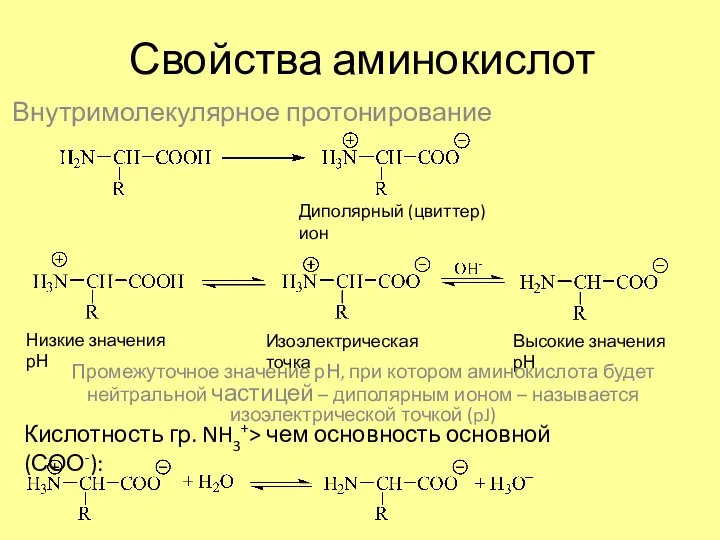 Аминокислоты 2
Аминокислоты 2 Метаболизм углеводов
Метаболизм углеводов Спектральные методы: атомная спектроскопия
Спектральные методы: атомная спектроскопия Валентность и степень окисления. Химическая связь
Валентность и степень окисления. Химическая связь Альдегіди. Карбонові кислоти. Одержання. Фізичні та хімічні властивості
Альдегіди. Карбонові кислоти. Одержання. Фізичні та хімічні властивості