- Установка гидрокрекинга

Содержание
- 2. Технологическая схема. В зависимости от сырья и продуктов, которые необходимо получить, используются одноступенчатые и двухступенчатые процессы,
- 3. Схема установки гидрокрекинга: I – сырье, II – циркулирующий водородсодержащий газ, III – углеводородный газ, IV
- 4. Верхний продукт колонны К-1 разделяется на углеводородный газ в емкости орошения и легкие фракции, которые в
- 5. ТЕРМИЧЕСКИЙ КРЕКИНГ. ВИСБРЕКИНГ Назначение. При работе в режиме термического крекинга – получение дополнительных количеств светлых нефтепродуктов
- 6. Технологическая схема. Схема установки термического крекинга зависит от назначения процесса и от используемого сырья. Для получения
- 7. Схема установки висбрекинга: I – сырье, II – химически очищенная вода, III – конденсат, IV –
- 8. Газ дожимается компрессором ПК-1, смешивается с балансовым количеством бензина (повторное контактирование) и после охлаждения в воздушном
- 9. Технологический режим: Температура, оС Давление, кгс/см2 Печь (П-1): на входе 320 20 на выходе 453 11
- 10. АЛКИЛИРОВАНИЕ ИЗОБУТАНА ОЛЕФИНАМИ Процесс алкилирования предназначен для получения бензиновых фракций, обладающих высокой стабильностью и детонационной стойкостью
- 11. Технологическая схема установки сернокислотного алкилирования изобутана бутиленами приводится на рисунке. Установка алкилирования состоит из отделений: •
- 12. Схема установки сернокислотного алкилирования: I – сырье, II – свежая серная кислота, III – отработанная серная
- 13. Технологический режим: Температура, оС Давление, кгс/см2 Реактор 7-10 6 низа верха Ректификационные колонны К-1 95-120 45-55
- 14. Схема процесса алкилирования на твердом катализаторе, получившего фирменное название «Алкилен» (см. рис.) включает реакторный блок и
- 15. Схема установки алкилирования в подвижном слое катализатора на твердом носителе: I – олефиновое сырье, II –
- 16. КАТАЛИТИЧЕСКИЙ КРЕКИНГ Каталитический крекинг предназначен для получения дополнительных количеств светлых нефтепродуктов – высокооктанового бензина и дизельного
- 17. Эксплуатируются установки каталитического крекинга с реактором и регенератором непрерывного действия двух типов: • с плотным слоем
- 18. Схема установки каталитического крекинга: I – сырье, II – катализатор, III – бензин, IV – жирный
- 19. Отработанный катализатор из нижней части кипящего слоя переходит в отпарную зону, расположенную под распределительной решеткой; сюда
- 21. Скачать презентацию
Технологическая схема. В зависимости от сырья и продуктов, которые необходимо получить,
Технологическая схема. В зависимости от сырья и продуктов, которые необходимо получить,
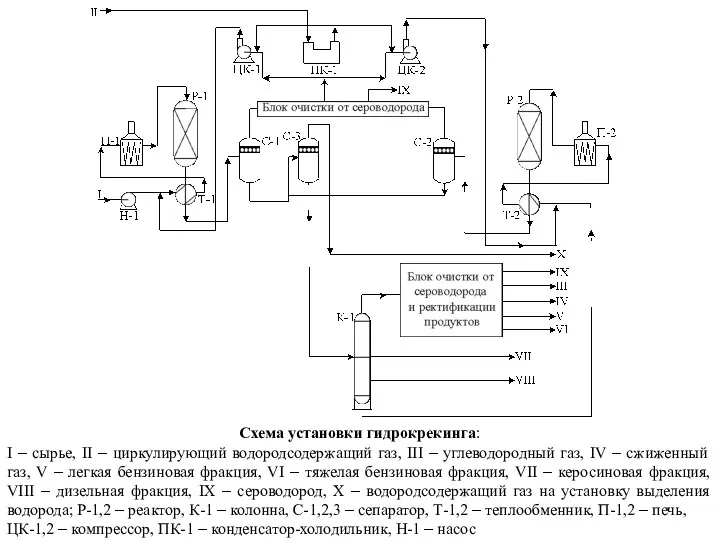
Схема установки гидрокрекинга:
I – сырье, II – циркулирующий водородсодержащий газ, III
Схема установки гидрокрекинга:
I – сырье, II – циркулирующий водородсодержащий газ, III
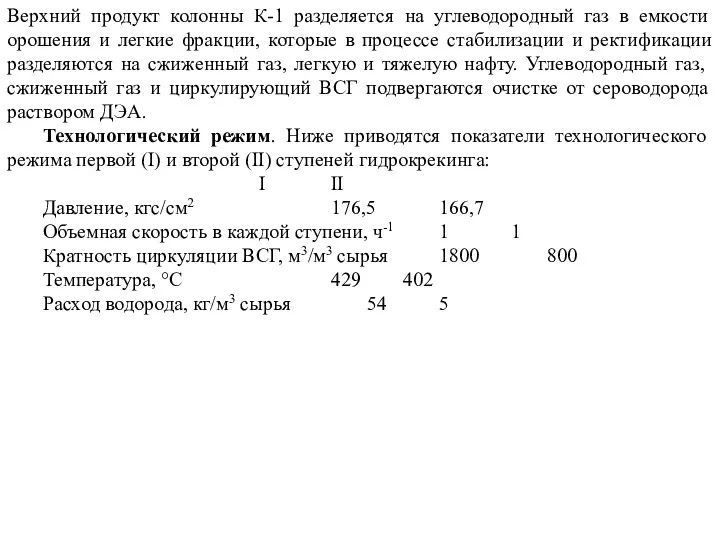
Верхний продукт колонны К-1 разделяется на углеводородный газ в емкости орошения
Верхний продукт колонны К-1 разделяется на углеводородный газ в емкости орошения
ТЕРМИЧЕСКИЙ КРЕКИНГ. ВИСБРЕКИНГ
Назначение. При работе в режиме термического крекинга – получение
ТЕРМИЧЕСКИЙ КРЕКИНГ. ВИСБРЕКИНГ
Назначение. При работе в режиме термического крекинга – получение
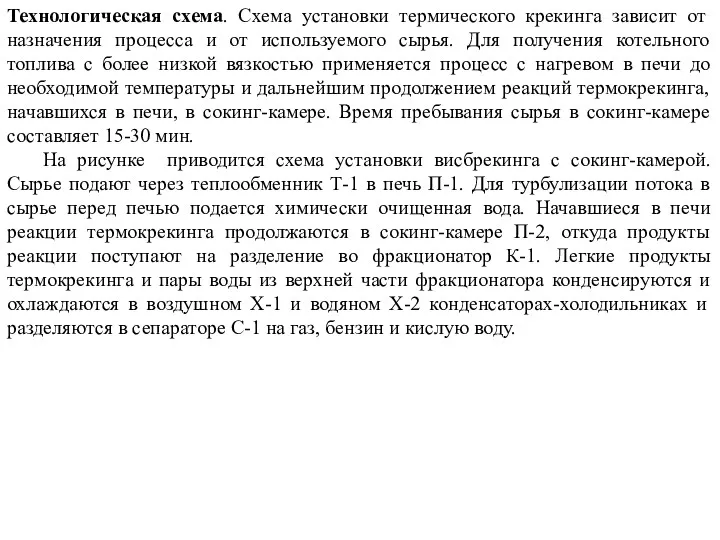
Технологическая схема. Схема установки термического крекинга зависит от назначения процесса и
Технологическая схема. Схема установки термического крекинга зависит от назначения процесса и
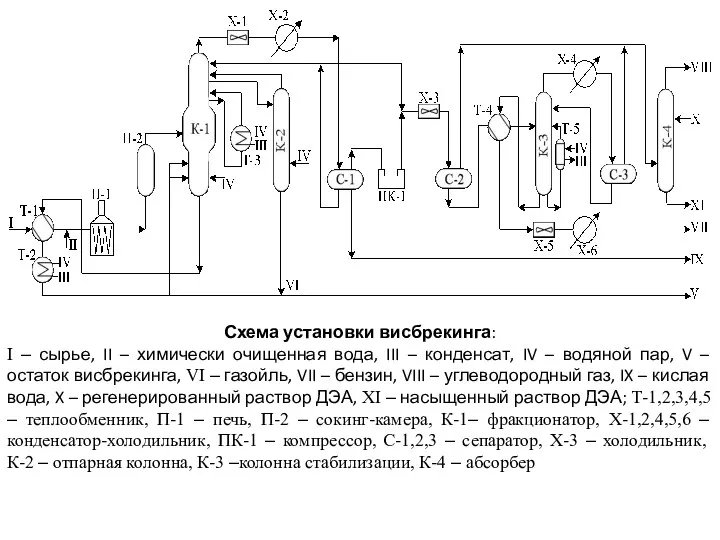
Схема установки висбрекинга:
I – сырье, II – химически очищенная вода, III
Схема установки висбрекинга:
I – сырье, II – химически очищенная вода, III
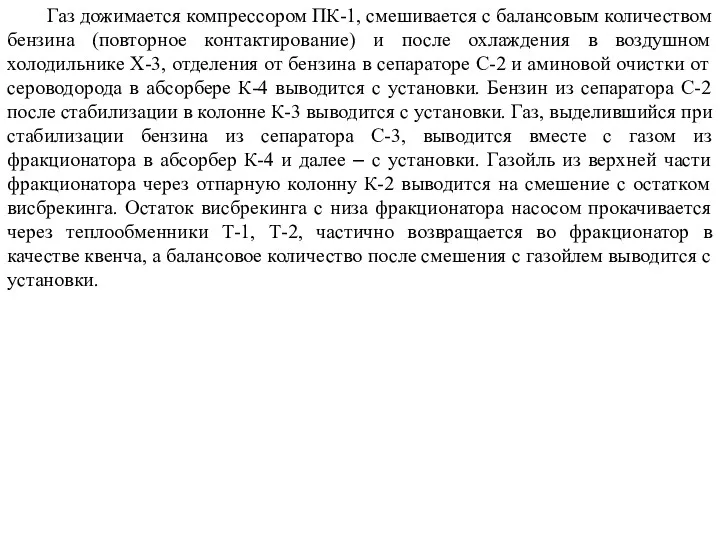
Газ дожимается компрессором ПК-1, смешивается с балансовым количеством бензина (повторное
Газ дожимается компрессором ПК-1, смешивается с балансовым количеством бензина (повторное
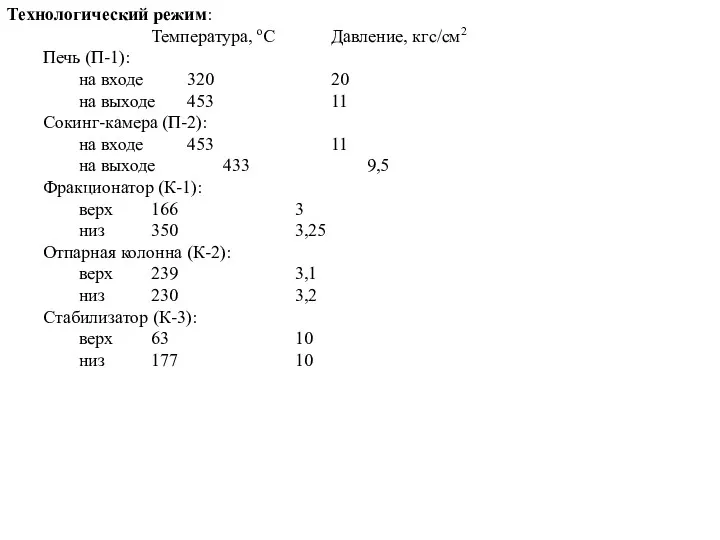
Технологический режим:
Температура, оС Давление, кгс/см2
Печь (П-1):
на входе 320 20
на выходе 453 11
Сокинг-камера (П-2):
на входе 453 11
на выходе 433 9,5
Фракционатор
Технологический режим:
Температура, оС Давление, кгс/см2
Печь (П-1):
на входе 320 20
на выходе 453 11
Сокинг-камера (П-2):
на входе 453 11
на выходе 433 9,5
Фракционатор
АЛКИЛИРОВАНИЕ ИЗОБУТАНА ОЛЕФИНАМИ
Процесс алкилирования предназначен для получения бензиновых фракций, обладающих
АЛКИЛИРОВАНИЕ ИЗОБУТАНА ОЛЕФИНАМИ
Процесс алкилирования предназначен для получения бензиновых фракций, обладающих
Технологическая схема установки сернокислотного алкилирования изобутана бутиленами приводится на рисунке. Установка
Технологическая схема установки сернокислотного алкилирования изобутана бутиленами приводится на рисунке. Установка
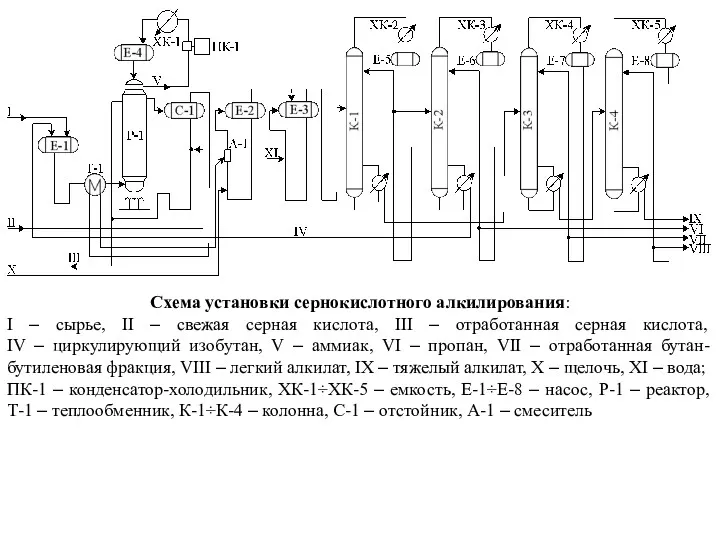
Схема установки сернокислотного алкилирования:
I – сырье, II – свежая серная кислота,
Схема установки сернокислотного алкилирования:
I – сырье, II – свежая серная кислота,
Технологический режим:
Температура, оС Давление,
кгс/см2
Реактор 7-10 6
низа верха
Ректификационные колонны
К-1 95-120 45-55
Технологический режим:
Температура, оС Давление,
кгс/см2
Реактор 7-10 6
низа верха
Ректификационные колонны
К-1 95-120 45-55
Схема процесса алкилирования на твердом катализаторе, получившего фирменное название «Алкилен»
Схема процесса алкилирования на твердом катализаторе, получившего фирменное название «Алкилен»
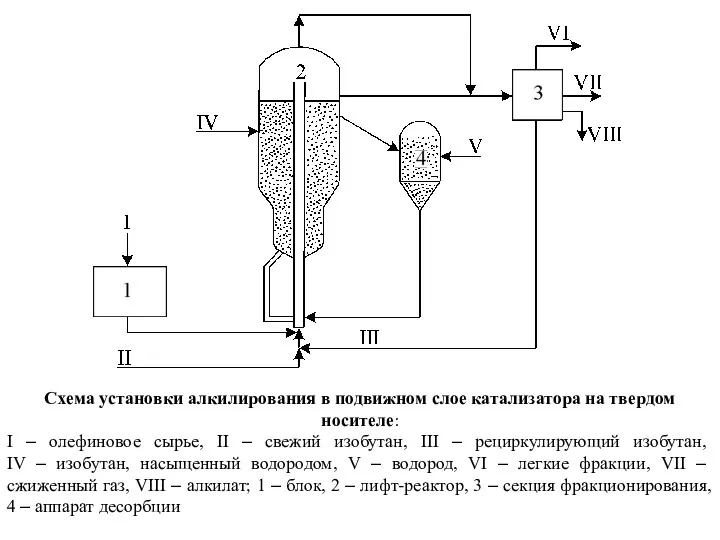
Схема установки алкилирования в подвижном слое катализатора на твердом носителе:
I –
Схема установки алкилирования в подвижном слое катализатора на твердом носителе:
I –
КАТАЛИТИЧЕСКИЙ КРЕКИНГ
Каталитический крекинг предназначен для получения дополнительных количеств светлых нефтепродуктов –
КАТАЛИТИЧЕСКИЙ КРЕКИНГ
Каталитический крекинг предназначен для получения дополнительных количеств светлых нефтепродуктов –
Эксплуатируются установки каталитического крекинга с реактором и регенератором непрерывного действия
Эксплуатируются установки каталитического крекинга с реактором и регенератором непрерывного действия
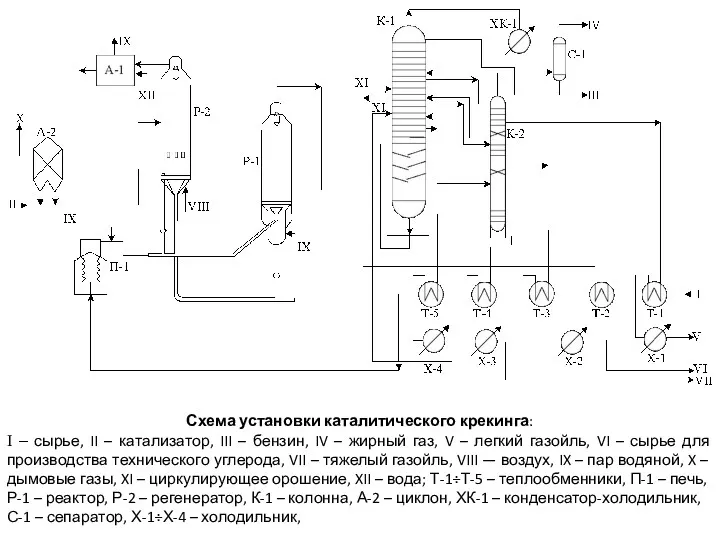
Схема установки каталитического крекинга:
I – сырье, II – катализатор, III –
Схема установки каталитического крекинга:
I – сырье, II – катализатор, III –
Отработанный катализатор из нижней части кипящего слоя переходит в отпарную
Отработанный катализатор из нижней части кипящего слоя переходит в отпарную
 Правила роботи на уроці
Правила роботи на уроці Взрывоопасные грузы
Взрывоопасные грузы Инструментальные методы исследования органических веществ
Инструментальные методы исследования органических веществ Обмен нуклеотидов
Обмен нуклеотидов Ауылшаруашылық дақылдарының тұқымдарын фунгецидтермен улау және химиялық қорғау тәсілдерінің биологиялық
Ауылшаруашылық дақылдарының тұқымдарын фунгецидтермен улау және химиялық қорғау тәсілдерінің биологиялық Классификация химических реакций по тепловому эффекту
Классификация химических реакций по тепловому эффекту Кислоты, их классификация и свойства. 8 класс
Кислоты, их классификация и свойства. 8 класс Химиялық жарыс кеші
Химиялық жарыс кеші Основные виды и понятия курса органической химии в старшей школе
Основные виды и понятия курса органической химии в старшей школе Обзор свойств неметаллов.. Окислительно-восстановительные свойства типичных неметаллов
Обзор свойств неметаллов.. Окислительно-восстановительные свойства типичных неметаллов Оборотні і необоротні реакції. Хімічна рівновага
Оборотні і необоротні реакції. Хімічна рівновага Биохимия. Критерии оценки косметических средств. Лекция 4. Индустрия красоты
Биохимия. Критерии оценки косметических средств. Лекция 4. Индустрия красоты Органічні речовини в живій природі. Рівні структурної органшзації
Органічні речовини в живій природі. Рівні структурної органшзації Классификация химических реакций
Классификация химических реакций Характеристика строения и свойств химических элементов
Характеристика строения и свойств химических элементов Оттекті органикалық қосылыстар тақырыбын пәнаралық байланыс арқылы оқыту әдістемесі
Оттекті органикалық қосылыстар тақырыбын пәнаралық байланыс арқылы оқыту әдістемесі Производство полимеров
Производство полимеров Химические свойства альдегидов
Химические свойства альдегидов Алкины. Характеристика тройной связи
Алкины. Характеристика тройной связи Биохимия
Биохимия Галогены. 9 класс
Галогены. 9 класс Производство синтетической нефти
Производство синтетической нефти Пниктогены элеметны VA группы
Пниктогены элеметны VA группы Сложные эфиры. Жиры
Сложные эфиры. Жиры Побочная подгруппа 1 и 2. Медь
Побочная подгруппа 1 и 2. Медь Способы выражения состава растворов
Способы выражения состава растворов Кислородсодержащие соединения. Тема 1: спирты
Кислородсодержащие соединения. Тема 1: спирты Амины. Номенклатура аминов
Амины. Номенклатура аминов