- Основы коррозии и защиты металлов. Химическая коррозия

Содержание
- 2. Семенова, И. В. Коррозия и защита от коррозии [Текст] : учеб. пособие / И. В. Семенова,
- 3. Химической коррозией называется самопроизвольный процесс разрушения металлов под действием сухих газов и неэлектролитов, при котором окисление
- 4. Химическая коррозия Сухой воздух Топочные газы Нефть и продукты её перегонки Органические жидкости Газовая коррозия Коррозия
- 5. Химическая коррозия Основная реакция химической коррозии 2Ме+О2—2МеО, Скорость химической газовой коррозии зависит от свойств получающихся продуктов
- 6. Vкор To Рис.1.1 Поведение железа в условиях химической коррозии 1 - железо в чистом воздухе 2
- 7. Таким образом железо, углеродистые и низколегированные стали в условиях химической коррозии необходимо защищать при температуре выше
- 8. Электрохимической коррозией называется самопроизвольный процесс разрушения металлов под действием электролитов , при котором окисление металла и
- 9. Сопряженные реакции электрохимической коррозии Сопряженные электрохимические реакции это: Катодная (катодные) – восстановление окислителя или окислителей, присутствующих
- 10. ЭРаспространеннррррр Электролит – любая электропроводящая жидкость. В строительной практике это вода и любые водные растворы и
- 11. Растворенный в электролите кислород самый распространенный окислитель О2 + 4Н+ + 4е 2Н2О (кислая среда) или
- 12. Ион водорода или вода также могут вызывать электрохимическую коррозию 2Н+ + 2е 2Нат Н2 (кислая среда)
- 13. Me - ne Гидратированные катионы [Ме(Н2О)]ne+ Комплексные соединения [Ме(Кn)]m+ , [Ме(Кn)]m- Оксиды и гидроксиды МеО, Ме(ОН)2
- 14. Vkop PH 3 6 9 12 Рис. 1.2 Зависимость скорости коррозии железа от рН среды Поведение
- 15. Железо, углеродистые и низколегированные стали в условиях электрохимической коррозии необходимо защищать во всех средах, кроме слабощелочных
- 16. Классификация методов защиты от коррозии
- 17. Главный элемент коррозионностойкого легирования – Cr Легирование осуществляется в соответствии с правилом Таммана Правило Таммана: Концентрацию
- 18. 10Х13 и 20Х13, 12Х17Т – хромистые стали. Общая коррозия существенно снижается, но стали склонны к локальным
- 19. Коррозионностойкие стали Мо (молибден) – вводится в количестве 2-3%, повышает стойкость стали в кислых средах и
- 20. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2 Классификация. Органические Неорганические Металлические Покрытия соединениями
- 21. Лакокрасочные покрытия Лакокрасочные покрытия (ЛКП), как и любые другие покрытия (битумные, полимерные) – это система слоев,
- 22. Лакокрасочные материалы Отечественная и зарубежная промышленность выпускает 6 видов лакокрасочных материалов Грунтовка – специальный ЛКМ с
- 23. Лакокрасочное покрытие (ЛКП) защищает металл от коррозии за счет 2-х основных механизмов защиты: Адгезионный механизм защиты
- 24. Качество ЛКП определяется сроком его службы : До 5 лет – плохое; - До 10 лет
- 25. Подготовка металла под покрытия На 70% качество ЛКП зависит от качества подготовки металла под покрытие На
- 26. Механический способ подготовки металла под покрытие Механический способ подготовки металла под покрытие удаляет оба вида поверхностных
- 27. Химический способ подготовки металла под покрытие Протекает в две стадии: 1. удаление жиров, пыли, грязи; 2.
- 28. Преобразование и модифицирование ржавчины ПР и МР в своем составе содержит фосфорную кислоту (Н3РО4), которая преобразуют
- 29. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2 Барьерный механизм защиты может быть реализован
- 30. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2 Выбор ЛКМ
- 31. Битумные покрытия во многом напоминают ЛКП и с успехом их дополняют в условиях подземной и подводной
- 32. Нормальное битумное покрытие Нормальное битумное покрытие наносится в 2 слоя: 1 слой – битумная грунтовка; 2
- 33. 1 слой битумного покрытия Битумная грунтовка Заводского изготовления (праймер) ГТП-821, ГТ-760 ИН и т.д. Изготовление на
- 34. Состав битумной мастики Битумная мастика Горячая (Теплое время года) Холодная (Холодное время года) Битум (80%) Наполнители
- 35. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2 Нормальное битумное покрытие усиленное Усиленное битумное
- 36. Достоинства и недостатки битумных покрытий Достоинства: Хорошее сцепление, не дорогие Недостатки: нетехнологичны; недостаточная влагостойкость; не очень
- 37. Бывают двух видов Трассовые Заводские Трассовые покрытия выполняются на основе полимерных липких лент – это тонкие
- 38. Заводские покрытия из различных полимеров наносятся на трубы на заводе в расплавленном виде экструзией, Качество получаемого
- 39. Классификация: Из одного металла В виде сплавов Многослойные Композиционные металлические покрытия У металлических покрытий в сравнении
- 40. Катодные – это покрытия, у которых потенциал металла покрытия более положительный, чем металла основа. Катодные покрытия
- 41. Основное металлическое покрытие, широко применяемое в машиностроении и строительстве – это Zn. Наносится: горячим способом, гальваническим
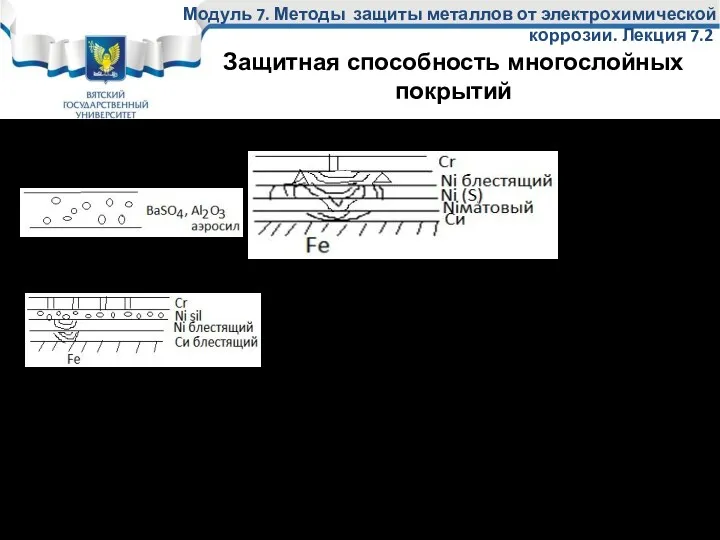
- 42. Многослойные покрытия Для повышения защитных свойств катодных покрытий их часто делают многослойными. Такие покрытия применяются давно
- 43. Коррозия покрытия Cu – Ni – Cr Коррозионный очаг в никелевом слое распространяется по сфере под
- 44. Коррозия многослойных покрытий В последствие появились более сложные многослойные покрытия, обеспечивающие более длительную защиту Fe от
- 45. . Биникель Триникель (Ni(S) – самый активный слой) Торможение коррозии идет на стадии Ni с высоким
- 46. Иногда сплавы защищают от коррозии лучше, чем покрытие из одного металла. Это обеспечивается: 1) более надежной
- 47. Покрытия соединениями защищаемого металла (Конверсионные покрытия) Оксидные Фосфатные Хроматные Привлекают своей простотой, наносятся химическим способом –
- 48. Композиционные покрытия Композиционные покрытия – это покрытия, содержащие в своем составе несколько фаз. (Изоллат, Астратек, Броня).
- 49. К активным компонентам вызывающим электрохимическую коррозию и увеличивающим ее скорость являются: Н2O, О2, Н+, CI-, SO2-4,
- 50. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1 Ингибиторы коррозии
- 51. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1 Существует несколько классификаций ингибиторов. По механизму
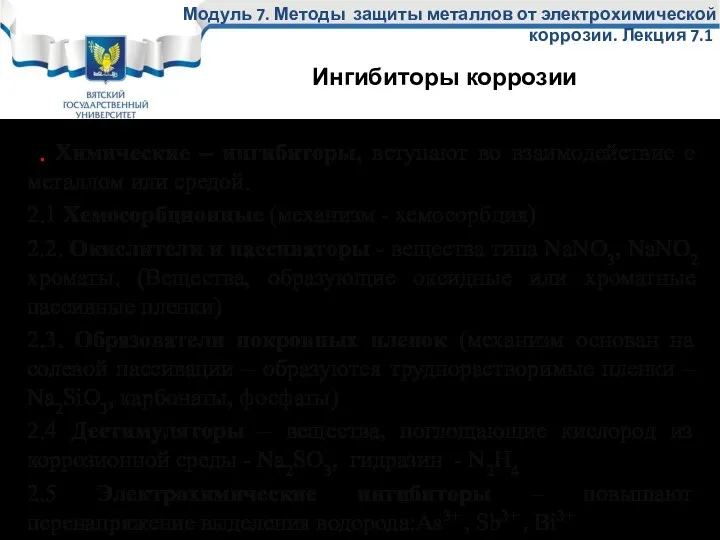
- 52. 2. Химические – ингибиторы, вступают во взаимодействие с металлом или средой. 2.1 Хемосорбционные (механизм - хемосорбция)
- 53. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1 Для химических ингибиторов: окислителей, пассиваторов и
- 54. Ингибиторы кислотной коррозии Ингибиторы кислотной коррозии Широко используются: В процессах травления металла, при удалении с них
- 55. Ингибиторы атмосферной коррозии. Ингибиторы атмосферной коррозии. Летучие – легко переходящие в паровую фазу (легко испаряются, легко
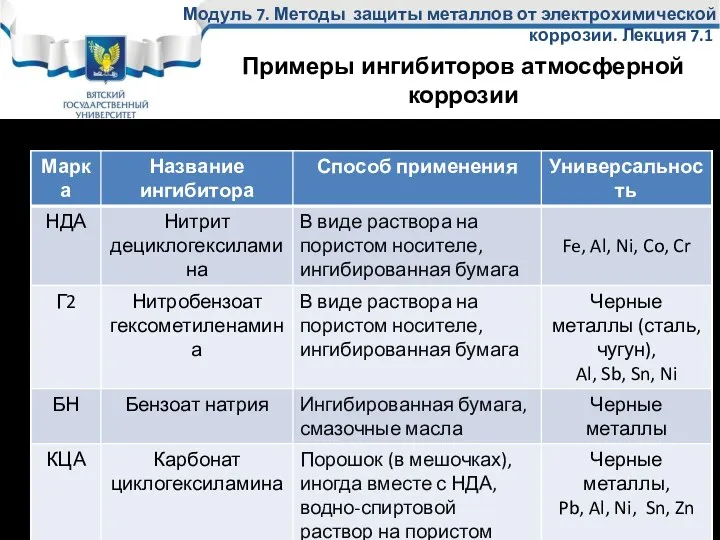
- 56. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1 Примеры ингибиторов атмосферной коррозии
- 57. Введение ингибиторов в жидкую коррозионную среду в определенной концентрации. Изделия помещают в атмосферу, насыщенную парами ингибиторов
- 58. Изменение условий коррозии Под изменением условий коррозии понимают: Рациональное конструирование с целью снижения скорости коррозии, создаваемой
- 59. От вида конструкции скорость коррозии может меняться в несколько раз. В каждой области существуют свои приемы
- 60. Рациональное конструирование По возможности сварной шов необходимо отжигать; Сварка – в стык предпочтительнее, чем внахлест; При
- 61. Электрохимическая защита Используется трех видов: Катодная; Протекторная; Анодная. Катодная защита заключается в смещении потенциала металла корродирующей
- 62. Коррозионная диаграмма катодной защиты .
- 63. Принципиальная схема катодной защиты Лекция 7.1 Катодная защита
- 64. Используется: 1. Для защиты магистральных подземных трубопроводов; 2. Для защиты оборудования при добыче нефти ( в
- 65. Протекторная защита основана на особенностях коррозии двух металлов в контакте. Согласно теории контактной коррозии, при контакте
- 66. Принципиальная схема протекторной защиты Лекция 5.1 Протекторная защита
- 67. Используется: 1. Для защиты магистральных подземных трубопроводов; 2. Для защиты оборудования при добыче нефти; 3. Для
- 68. Протектор: Zn, Al, Mg. Zn – в грунтах с p ≤ 20ом м, солевая, морская коррозии;
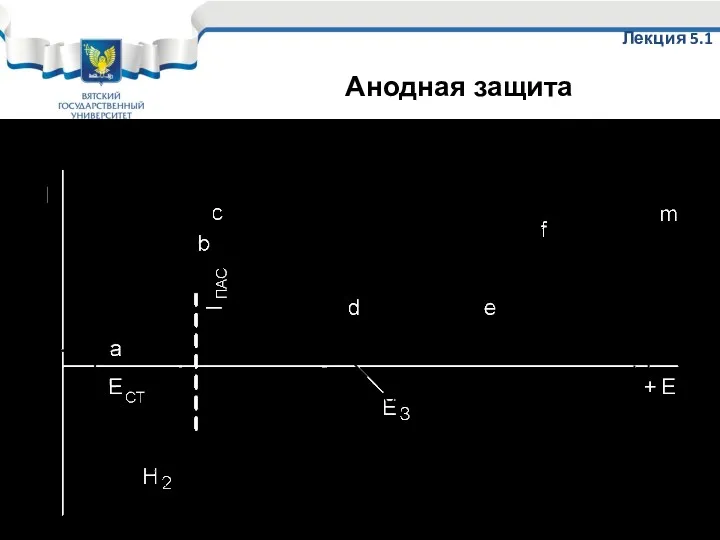
- 69. Коррозионная диаграмма анодной защиты Лекция 5.1 Анодная защита
- 70. Анодная защита применяется только для металлов, склонных к пассивации в коррозионной среде. Она сводится к смещению
- 72. Скачать презентацию
![Семенова, И. В. Коррозия и защита от коррозии [Текст] :](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/214577/slide-1.jpg)
Семенова, И. В. Коррозия и защита от коррозии [Текст] : учеб.
Семенова, И. В. Коррозия и защита от коррозии [Текст] : учеб.
Химической коррозией называется самопроизвольный процесс разрушения металлов под действием сухих
Химической коррозией называется самопроизвольный процесс разрушения металлов под действием сухих
Химическая коррозия
Сухой воздух
Топочные газы
Нефть и
продукты её перегонки
Органические
жидкости
Газовая коррозия
Коррозия в
Химическая коррозия
Сухой воздух
Топочные газы
Нефть и
продукты её перегонки
Органические
жидкости
Газовая коррозия
Коррозия в
Химическая коррозия
Основная реакция химической коррозии
2Ме+О2—2МеО,
Скорость химической газовой коррозии зависит от
Химическая коррозия
Основная реакция химической коррозии
2Ме+О2—2МеО,
Скорость химической газовой коррозии зависит от
Vкор
To
Рис.1.1 Поведение железа в условиях химической коррозии
1 - железо в
Vкор
To
Рис.1.1 Поведение железа в условиях химической коррозии
1 - железо в
Таким образом железо, углеродистые и низколегированные стали в условиях химической коррозии
Таким образом железо, углеродистые и низколегированные стали в условиях химической коррозии
Электрохимической коррозией называется самопроизвольный процесс разрушения металлов под действием электролитов ,
Электрохимической коррозией называется самопроизвольный процесс разрушения металлов под действием электролитов ,
Сопряженные реакции электрохимической коррозии
Сопряженные электрохимические реакции это:
Катодная (катодные) – восстановление
Сопряженные реакции электрохимической коррозии
Сопряженные электрохимические реакции это:
Катодная (катодные) – восстановление
ЭРаспространеннррррр
Электролит – любая электропроводящая жидкость.
В строительной практике это вода и любые
ЭРаспространеннррррр
Электролит – любая электропроводящая жидкость.
В строительной практике это вода и любые
Растворенный в электролите кислород самый распространенный окислитель
О2 + 4Н+ + 4е
Растворенный в электролите кислород самый распространенный окислитель О2 + 4Н+ + 4е
Ион водорода или вода также могут вызывать электрохимическую коррозию
2Н+ + 2е
Ион водорода или вода также могут вызывать электрохимическую коррозию 2Н+ + 2е
![Me - ne Гидратированные катионы [Ме(Н2О)]ne+ Комплексные соединения [Ме(Кn)]m+ ,](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/214577/slide-12.jpg)
Me - ne
Гидратированные катионы [Ме(Н2О)]ne+
Комплексные соединения [Ме(Кn)]m+ , [Ме(Кn)]m-
Оксиды и гидроксиды
Me - ne
Гидратированные катионы [Ме(Н2О)]ne+
Комплексные соединения [Ме(Кn)]m+ , [Ме(Кn)]m-
Оксиды и гидроксиды
Vkop
PH
3
6
9
12
Рис. 1.2 Зависимость скорости коррозии железа от рН среды
Поведение железа
Vkop
PH
3
6
9
12
Рис. 1.2 Зависимость скорости коррозии железа от рН среды
Поведение железа
Железо, углеродистые и низколегированные стали в условиях электрохимической коррозии необходимо защищать
Классификация методов защиты от коррозии
Классификация методов защиты от коррозии
Главный элемент коррозионностойкого легирования – Cr
Легирование осуществляется в соответствии с правилом
Главный элемент коррозионностойкого легирования – Cr
Легирование осуществляется в соответствии с правилом
10Х13 и 20Х13, 12Х17Т – хромистые стали.
Общая коррозия существенно снижается,
10Х13 и 20Х13, 12Х17Т – хромистые стали.
Общая коррозия существенно снижается,
Коррозионностойкие стали
Мо (молибден) – вводится в количестве 2-3%, повышает стойкость стали
Коррозионностойкие стали
Мо (молибден) – вводится в количестве 2-3%, повышает стойкость стали
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Классификация.
Органические
Неорганические
Металлические
Покрытия
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Классификация.
Органические
Неорганические
Металлические
Покрытия
Лакокрасочные покрытия
Лакокрасочные покрытия (ЛКП), как и любые другие покрытия (битумные, полимерные)
Лакокрасочные покрытия
Лакокрасочные покрытия (ЛКП), как и любые другие покрытия (битумные, полимерные)
Лакокрасочные материалы
Отечественная и зарубежная промышленность выпускает 6 видов лакокрасочных материалов
Грунтовка –
Лакокрасочные материалы
Отечественная и зарубежная промышленность выпускает 6 видов лакокрасочных материалов
Грунтовка –
Лакокрасочное покрытие (ЛКП) защищает металл от коррозии за счет 2-х основных
Качество ЛКП определяется сроком его службы :
До 5 лет – плохое;
Качество ЛКП определяется сроком его службы :
До 5 лет – плохое;
Подготовка металла под покрытия
На 70% качество ЛКП зависит от качества подготовки
Подготовка металла под покрытия
На 70% качество ЛКП зависит от качества подготовки
Механический способ подготовки металла под покрытие
Механический способ подготовки металла под покрытие
Механический способ подготовки металла под покрытие
Механический способ подготовки металла под покрытие
Химический способ подготовки металла под покрытие
Протекает в две стадии:
1. удаление жиров,
Химический способ подготовки металла под покрытие
Протекает в две стадии:
1. удаление жиров,
Преобразование и модифицирование ржавчины
ПР и МР в своем составе содержит фосфорную
Преобразование и модифицирование ржавчины
ПР и МР в своем составе содержит фосфорную
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Барьерный механизм
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Барьерный механизм
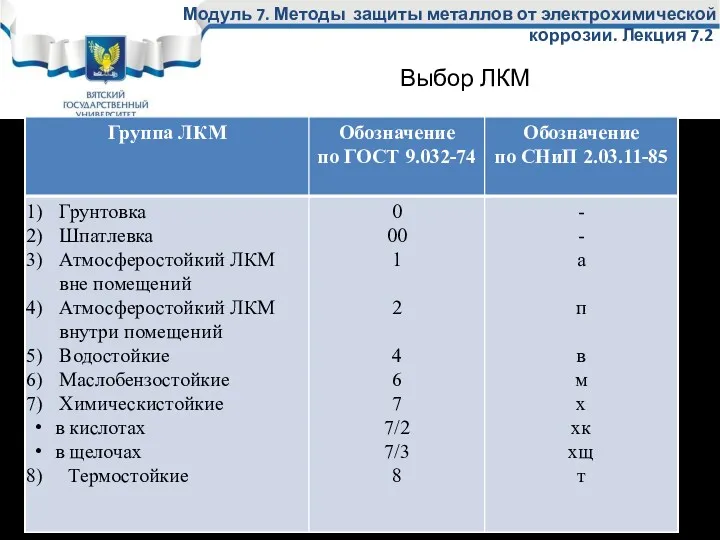
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Выбор ЛКМ
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Выбор ЛКМ
Битумные покрытия во многом напоминают ЛКП и с успехом их дополняют
Битумные покрытия во многом напоминают ЛКП и с успехом их дополняют
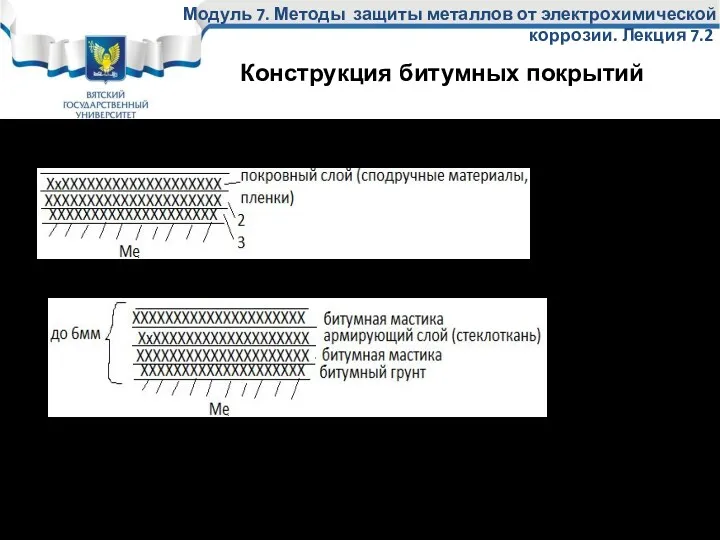
Нормальное битумное покрытие
Нормальное битумное покрытие наносится в 2 слоя:
1
Нормальное битумное покрытие
Нормальное битумное покрытие наносится в 2 слоя:
1
1 слой битумного покрытия
Битумная грунтовка
Заводского изготовления (праймер) ГТП-821, ГТ-760 ИН
1 слой битумного покрытия
Битумная грунтовка
Заводского изготовления (праймер) ГТП-821, ГТ-760 ИН
Состав битумной мастики
Битумная мастика
Горячая
(Теплое время года)
Холодная
(Холодное время года)
Битум (80%)
Наполнители 20
Состав битумной мастики
Битумная мастика
Горячая
(Теплое время года)
Холодная
(Холодное время года)
Битум (80%)
Наполнители 20
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Нормальное
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Нормальное
Достоинства и недостатки битумных покрытий
Достоинства: Хорошее сцепление, не дорогие
Недостатки: нетехнологичны; недостаточная
Достоинства и недостатки битумных покрытий
Достоинства: Хорошее сцепление, не дорогие
Недостатки: нетехнологичны; недостаточная

Бывают двух видов
Трассовые
Заводские
Трассовые покрытия выполняются на основе полимерных липких лент –
Бывают двух видов
Трассовые
Заводские
Трассовые покрытия выполняются на основе полимерных липких лент –
Заводские покрытия из различных полимеров наносятся на трубы на заводе в
Заводские покрытия из различных полимеров наносятся на трубы на заводе в
Классификация:
Из одного металла
В виде сплавов
Многослойные
Композиционные металлические покрытия
У металлических покрытий в сравнении
Классификация:
Из одного металла
В виде сплавов
Многослойные
Композиционные металлические покрытия
У металлических покрытий в сравнении
Катодные – это покрытия, у которых потенциал металла покрытия более положительный,
Катодные – это покрытия, у которых потенциал металла покрытия более положительный,
Основное металлическое покрытие, широко применяемое в машиностроении и строительстве – это
Основное металлическое покрытие, широко применяемое в машиностроении и строительстве – это
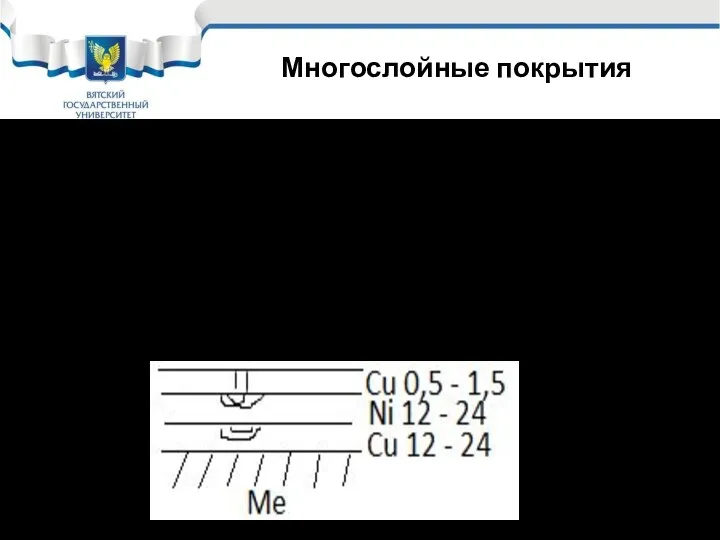
Многослойные покрытия
Для повышения защитных свойств катодных покрытий их часто делают многослойными.
Многослойные покрытия
Для повышения защитных свойств катодных покрытий их часто делают многослойными.
Коррозия покрытия Cu – Ni – Cr
Коррозионный очаг в никелевом слое
Коррозия покрытия Cu – Ni – Cr
Коррозионный очаг в никелевом слое
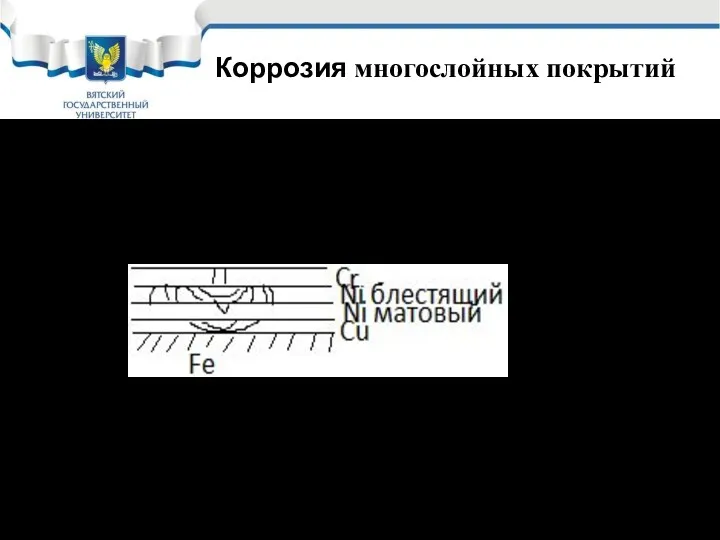
Коррозия многослойных покрытий
В последствие появились более сложные многослойные покрытия, обеспечивающие более
Коррозия многослойных покрытий
В последствие появились более сложные многослойные покрытия, обеспечивающие более
.
Биникель Триникель (Ni(S) – самый активный слой)
Торможение коррозии идет
.
Биникель Триникель (Ni(S) – самый активный слой)
Торможение коррозии идет
Иногда сплавы защищают от коррозии лучше, чем покрытие из одного металла.
Это
Иногда сплавы защищают от коррозии лучше, чем покрытие из одного металла.
Это
Покрытия соединениями защищаемого металла
(Конверсионные покрытия)
Оксидные
Фосфатные
Хроматные
Привлекают своей простотой, наносятся химическим способом
Покрытия соединениями защищаемого металла
(Конверсионные покрытия)
Оксидные
Фосфатные
Хроматные
Привлекают своей простотой, наносятся химическим способом
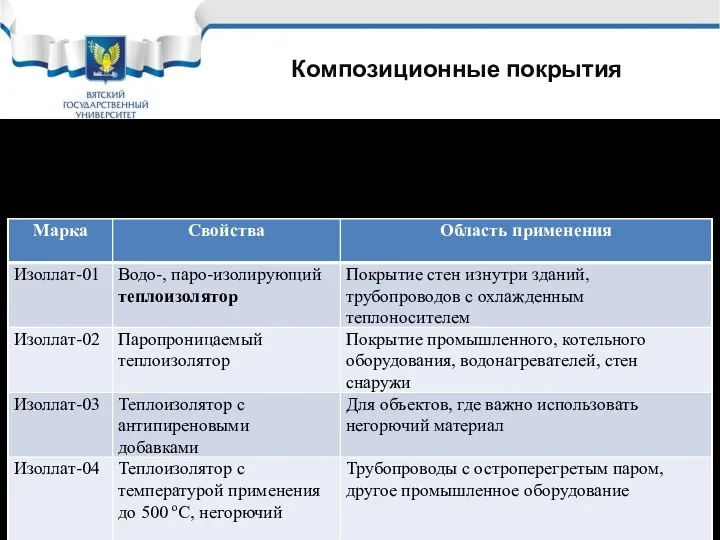
Композиционные покрытия
Композиционные покрытия – это покрытия, содержащие в своем составе несколько
Композиционные покрытия
Композиционные покрытия – это покрытия, содержащие в своем составе несколько
К активным компонентам вызывающим электрохимическую коррозию и увеличивающим ее скорость
К активным компонентам вызывающим электрохимическую коррозию и увеличивающим ее скорость
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1
Ингибиторы коррозии
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1
Ингибиторы коррозии
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1
Существует несколько
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1
Существует несколько
2. Химические – ингибиторы, вступают во взаимодействие с металлом или средой.
2.1
2. Химические – ингибиторы, вступают во взаимодействие с металлом или средой.
2.1
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1
Для химических
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1
Для химических
Ингибиторы кислотной коррозии
Ингибиторы кислотной коррозии
Широко используются:
В процессах травления металла, при удалении
Ингибиторы кислотной коррозии
Ингибиторы кислотной коррозии
Широко используются:
В процессах травления металла, при удалении
Ингибиторы атмосферной коррозии.
Ингибиторы атмосферной коррозии.
Летучие – легко переходящие в паровую фазу
Ингибиторы атмосферной коррозии.
Ингибиторы атмосферной коррозии.
Летучие – легко переходящие в паровую фазу
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1
Примеры ингибиторов
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1
Примеры ингибиторов
Введение ингибиторов в жидкую коррозионную среду в определенной концентрации.
Изделия помещают в
Изделия помещают в
Изменение условий коррозии
Под изменением условий коррозии понимают:
Рациональное конструирование с целью снижения
Изменение условий коррозии
Под изменением условий коррозии понимают:
Рациональное конструирование с целью снижения
От вида конструкции скорость коррозии может меняться в несколько раз.
В
От вида конструкции скорость коррозии может меняться в несколько раз.
В
Рациональное конструирование
По возможности сварной шов необходимо отжигать;
Сварка – в стык предпочтительнее,
Рациональное конструирование
По возможности сварной шов необходимо отжигать;
Сварка – в стык предпочтительнее,
Электрохимическая защита
Используется трех видов:
Катодная;
Протекторная;
Анодная.
Катодная защита заключается в смещении потенциала металла корродирующей
Электрохимическая защита
Используется трех видов:
Катодная;
Протекторная;
Анодная.
Катодная защита заключается в смещении потенциала металла корродирующей
Коррозионная диаграмма катодной защиты
.
Коррозионная диаграмма катодной защиты
.
Принципиальная схема катодной защиты
Лекция 7.1
Катодная защита
Принципиальная схема катодной защиты
Лекция 7.1
Катодная защита
Используется: 1. Для защиты магистральных подземных трубопроводов;
2. Для защиты оборудования
Используется: 1. Для защиты магистральных подземных трубопроводов;
2. Для защиты оборудования
Протекторная защита основана на особенностях коррозии двух металлов в контакте.
Протекторная защита основана на особенностях коррозии двух металлов в контакте.

Принципиальная схема протекторной защиты
Лекция 5.1
Протекторная защита
Лекция 5.1
Протекторная защита
Используется: 1. Для защиты магистральных подземных трубопроводов;
2. Для защиты оборудования
Используется: 1. Для защиты магистральных подземных трубопроводов;
2. Для защиты оборудования
Протектор: Zn, Al, Mg.
Zn – в грунтах с p ≤ 20ом
Протектор: Zn, Al, Mg.
Zn – в грунтах с p ≤ 20ом
Коррозионная диаграмма анодной защиты
Лекция 5.1
Анодная защита
Коррозионная диаграмма анодной защиты
Лекция 5.1
Анодная защита
Анодная защита применяется только для металлов, склонных к пассивации в коррозионной
Анодная защита применяется только для металлов, склонных к пассивации в коррозионной
 Углерод. Аллотропные модификации углерода
Углерод. Аллотропные модификации углерода Поделочные камни
Поделочные камни Удобрения и их классификация
Удобрения и их классификация Единство химической организации живых организмов
Единство химической организации живых организмов Токсикология пестицидов
Токсикология пестицидов Растворы: состав и их коллигативные свойства
Растворы: состав и их коллигативные свойства Азотсодержащие соединения
Азотсодержащие соединения Занимательная химия. Химический элемент. 8 класс
Занимательная химия. Химический элемент. 8 класс Алкены. Этилен
Алкены. Этилен Углерод. Физические и химические свойства
Углерод. Физические и химические свойства Потенциометрия
Потенциометрия Подгруппа меди. Элементы 11 группы (Cu,Ag,Au)
Подгруппа меди. Элементы 11 группы (Cu,Ag,Au) Карбонові кислоти
Карбонові кислоти 16_OP_05_Alkany
16_OP_05_Alkany Строение атома
Строение атома Сложноэфирная конденсация Кляйзена-Шмидта
Сложноэфирная конденсация Кляйзена-Шмидта Углеводы. Классификация углеводов
Углеводы. Классификация углеводов Химические свойства металлов
Химические свойства металлов Пурины. Строение пурина
Пурины. Строение пурина Гидролиз. Классификация солей
Гидролиз. Классификация солей Свойства минералов
Свойства минералов Сопряжение электронной плотности, как фактор обеспечения стабильности молекул
Сопряжение электронной плотности, как фактор обеспечения стабильности молекул Подготовка к ГИА. В1. Периодический закон Д.И. Менделеева
Подготовка к ГИА. В1. Периодический закон Д.И. Менделеева Ионное произведение воды. Водородный показатель воды
Ионное произведение воды. Водородный показатель воды Периодический закон и строение атома
Периодический закон и строение атома Предмет и история геохимии
Предмет и история геохимии Загадочный Менделеев
Загадочный Менделеев Простые и сложные вещества
Простые и сложные вещества