- Методы очистки нефтяных фракций

Содержание
- 2. Цели очистки нефтяных фракций 1. Достижение экологических норм для топлив (Евро 5) – удаление или разложение
- 3. Принципиальная технологическая схема блока атмосферной разгонки нефти ЭЛОУ-АВТ-6 Аппараты 1 – отбензинивающая колонна 2 – атмосферная
- 4. Принципиальная схема блока вакуумной разгонки мазута ЭЛОУ-АВТ-6 Аппараты 1 – вакуумная колонна 2 – вакуумная печь
- 5. Требования к моторным топливам
- 6. Технологическая схема установки АВТ (масляный вариант). Аппараты 1 — трубчатая печь подогрева нефти 2 — сепаратор
- 7. Классификация нефтяных масел Смазочные Консервационные Электроизоляционные Гидравлические Технологические Вакуумные Медицинские и парфюмерные (белые)
- 8. Основные показатели нефтяных масел Вязкость и вязкостно-температурные свойства Смазочная способность Стабильность к окислению кислородом воздуха Коррозионные
- 9. Основные показатели нефтяных масел Индекс вязкости (ИВ) характеризует свойство жидкости разжижаться при повышении температуры. Это относительная
- 10. Классификация методов очистки нефтяных фракций Химические методы очистки 1.1. Щелочная (NaОН, этаноламины) 1.2. Кислотная (H2SO4) 1.3.
- 11. Химические методы очистки Щелочная очистка Основные промышленные крупнотоннажные щелочные агенты: Растворы различной концентрации едкого натра (NaОН)
- 12. Применение очистки раствором щелочи (NaOH) 1. Удаление серосодержащих (сероводорода, меркаптанов) соединений 2NaOH + H2S→Na2S + 2H2O
- 13. Перечень нефтяных фракций, очищаемые раствором щелочи (NaOH) Обессоленная нефть – удаление сероводорода. Бензиновые фракции (бензин каталитического
- 14. Основные стадии химической очистки нефтяных фракций Эффективный контакт реагента с продуктом – смешение . Аппараты и
- 15. Применение очистки раствором этаноламинов Очистка от Н2S и CO2 (процесс абсорбции) 2RNH2 + H2S = (RNH3)2S
- 16. Процесс Мерокс Процесс Мерокс (mercaptan oxidation) разработан в 40-ых годах XX века американской компанией UOP и
- 17. Принципиальная схема процесса демеркаптанизации бензиновых фракций «Мерокс»
- 18. Применение серной кислоты (H2SO4) при очистке продуктов нефтепереработки Удаление из моторных топлив непредельных, серо-, азотсодержащих и
- 19. Назначение процессов очистки масляного сырья Головным процессом производства нефтяных масел является вакуумная перегонка мазута, в результате
- 20. Методы очистки масляного сырья Смолисто-асфальтеновые вещества (1) - удаление серной кислотой. Ароматические углеводороды (в основном полициклические
- 21. Утилизация отходов щелочной очистки Отходы щелочной очистки являются ценными продуктами в производстве мылонафта и эмульсола. Нафтеновые
- 23. Скачать презентацию
Цели очистки нефтяных фракций
1. Достижение экологических норм для топлив (Евро
Цели очистки нефтяных фракций
1. Достижение экологических норм для топлив (Евро
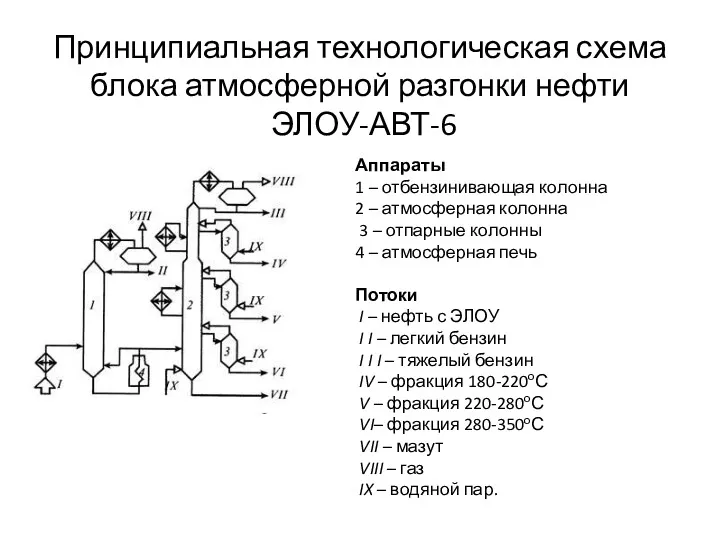
Принципиальная технологическая схема блока атмосферной разгонки нефти
ЭЛОУ-АВТ-6
Аппараты
1 – отбензинивающая
Принципиальная технологическая схема блока атмосферной разгонки нефти
ЭЛОУ-АВТ-6
Аппараты
1 – отбензинивающая
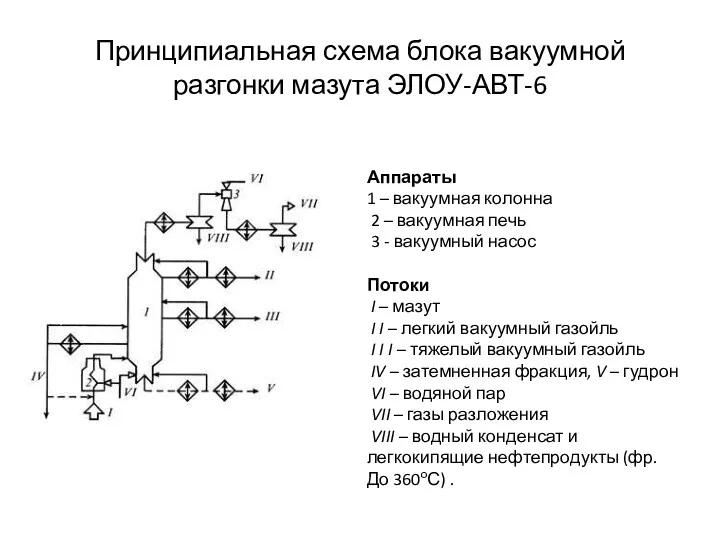
Принципиальная схема блока вакуумной разгонки мазута ЭЛОУ-АВТ-6
Аппараты
1 – вакуумная колонна
2
Принципиальная схема блока вакуумной разгонки мазута ЭЛОУ-АВТ-6
Аппараты
1 – вакуумная колонна
2
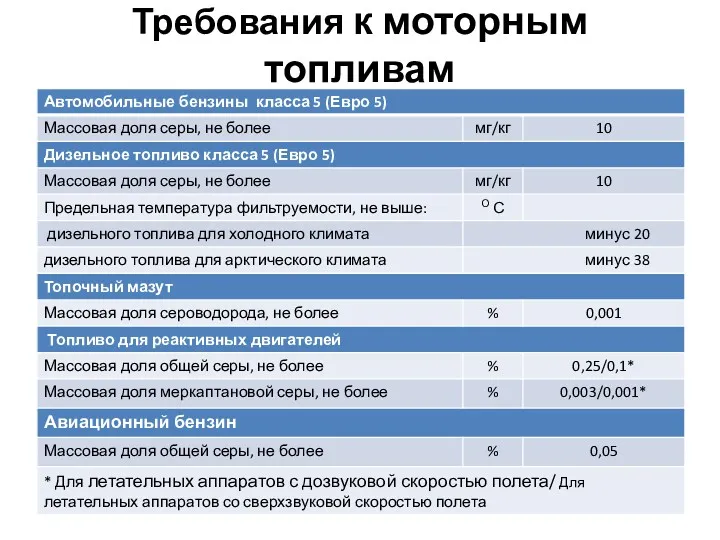
Требования к моторным топливам
Требования к моторным топливам

Технологическая схема установки АВТ (масляный вариант).
Аппараты
1 — трубчатая печь подогрева нефти
Технологическая схема установки АВТ (масляный вариант).
Аппараты
1 — трубчатая печь подогрева нефти
Классификация нефтяных масел
Смазочные
Консервационные
Электроизоляционные
Гидравлические
Технологические
Вакуумные
Медицинские и парфюмерные (белые)
Классификация нефтяных масел
Смазочные
Консервационные
Электроизоляционные
Гидравлические
Технологические
Вакуумные
Медицинские и парфюмерные (белые)
Основные показатели нефтяных масел
Вязкость и вязкостно-температурные свойства
Смазочная способность
Стабильность к окислению кислородом
Основные показатели нефтяных масел
Вязкость и вязкостно-температурные свойства
Смазочная способность
Стабильность к окислению кислородом
Основные показатели нефтяных масел
Индекс вязкости (ИВ) характеризует свойство жидкости разжижаться при повышении
Основные показатели нефтяных масел
Индекс вязкости (ИВ) характеризует свойство жидкости разжижаться при повышении
Классификация методов очистки нефтяных фракций
Химические методы очистки
1.1. Щелочная (NaОН,
Классификация методов очистки нефтяных фракций
Химические методы очистки
1.1. Щелочная (NaОН,
Химические методы очистки Щелочная очистка
Основные промышленные крупнотоннажные щелочные агенты:
Растворы различной
Химические методы очистки Щелочная очистка
Основные промышленные крупнотоннажные щелочные агенты:
Растворы различной
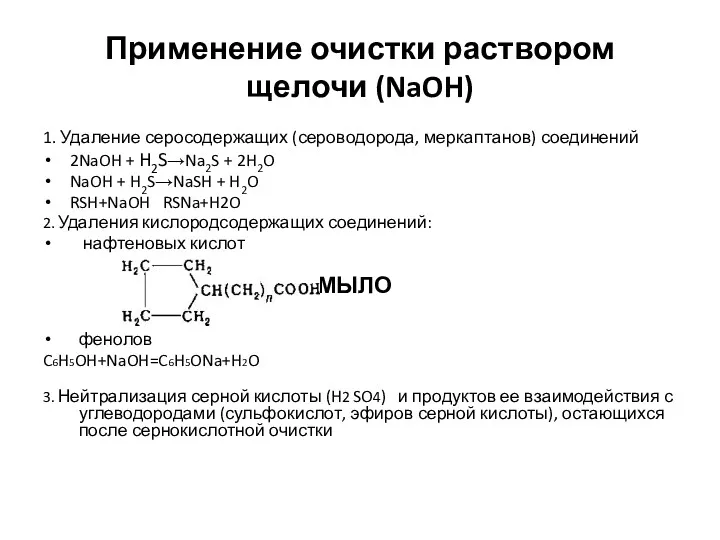
Применение очистки раствором щелочи (NaOH)
1. Удаление серосодержащих (сероводорода, меркаптанов) соединений
2NaOH
Применение очистки раствором щелочи (NaOH)
1. Удаление серосодержащих (сероводорода, меркаптанов) соединений
2NaOH
Перечень нефтяных фракций, очищаемые раствором щелочи (NaOH)
Обессоленная нефть – удаление сероводорода.
Бензиновые
Перечень нефтяных фракций, очищаемые раствором щелочи (NaOH)
Обессоленная нефть – удаление сероводорода.
Бензиновые
Основные стадии химической очистки нефтяных фракций
Эффективный контакт реагента с продуктом –
Основные стадии химической очистки нефтяных фракций
Эффективный контакт реагента с продуктом –
Применение очистки раствором этаноламинов
Очистка от Н2S и CO2 (процесс абсорбции)
2RNH2 + H2S
Применение очистки раствором этаноламинов
Очистка от Н2S и CO2 (процесс абсорбции)
2RNH2 + H2S
Процесс Мерокс
Процесс Мерокс (mercaptan oxidation) разработан в 40-ых годах XX века американской
Процесс Мерокс
Процесс Мерокс (mercaptan oxidation) разработан в 40-ых годах XX века американской

Принципиальная схема процесса демеркаптанизации бензиновых фракций «Мерокс»
Принципиальная схема процесса демеркаптанизации бензиновых фракций «Мерокс»
Применение серной кислоты (H2SO4)
при очистке продуктов нефтепереработки
Удаление из моторных
Применение серной кислоты (H2SO4)
при очистке продуктов нефтепереработки
Удаление из моторных
Назначение процессов очистки масляного сырья
Головным процессом производства нефтяных масел является вакуумная
Назначение процессов очистки масляного сырья
Головным процессом производства нефтяных масел является вакуумная
Методы очистки масляного сырья
Смолисто-асфальтеновые вещества (1) - удаление серной кислотой.
Ароматические
Методы очистки масляного сырья
Смолисто-асфальтеновые вещества (1) - удаление серной кислотой.
Ароматические
Утилизация отходов щелочной очистки
Отходы щелочной очистки являются ценными продуктами в производстве
Утилизация отходов щелочной очистки
Отходы щелочной очистки являются ценными продуктами в производстве
 Кинетика химических реакций. Химическое равновесие
Кинетика химических реакций. Химическое равновесие Химические процессы зоны гипергенеза
Химические процессы зоны гипергенеза Амінокислоти. Білки як біологічні полімери. Денатурація білка. Біологічна роль амінокислот та білків. 9 клас
Амінокислоти. Білки як біологічні полімери. Денатурація білка. Біологічна роль амінокислот та білків. 9 клас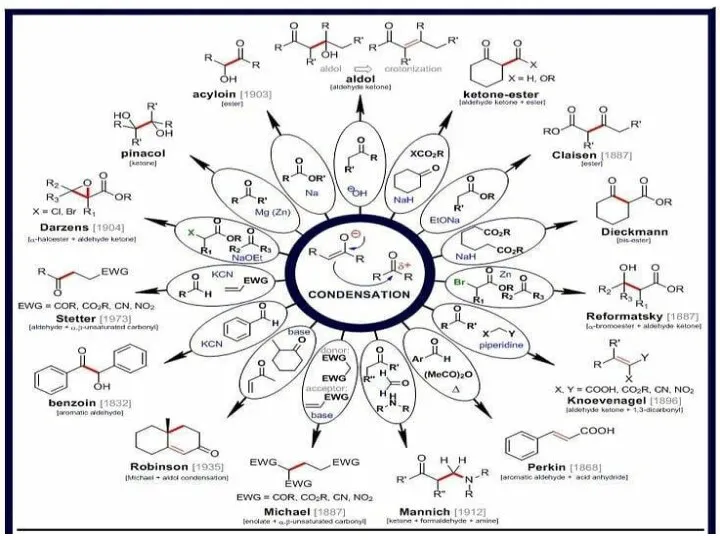 Альдольные реакции енолятов
Альдольные реакции енолятов Будова та властивості твердих тіл. Анізотропія кристалів. Рідкі кристали
Будова та властивості твердих тіл. Анізотропія кристалів. Рідкі кристали Чистые вещества и смеси (продолжение)
Чистые вещества и смеси (продолжение) Амины. Анилин
Амины. Анилин Растворы электролитов
Растворы электролитов Электрохимические процессы
Электрохимические процессы Гідроліз солей
Гідроліз солей Понятие о единичных и симметрично-равных направлениях
Понятие о единичных и симметрично-равных направлениях Типичные окислители
Типичные окислители БАЗ-дың заманауи, ғылыми классификациясы. 3 Лекция
БАЗ-дың заманауи, ғылыми классификациясы. 3 Лекция Основания. Неорганические соединения
Основания. Неорганические соединения Химические волокна. Полиэфирные волокна. Лавсан
Химические волокна. Полиэфирные волокна. Лавсан Хром. Элемент под № 24
Хром. Элемент под № 24 Алкадиены. Циклоалканы. Лекция № 5
Алкадиены. Циклоалканы. Лекция № 5 Неметаллы. Общая характеристика неметаллов
Неметаллы. Общая характеристика неметаллов Соли. Классификация. Физические и химические свойства солей
Соли. Классификация. Физические и химические свойства солей Химическая связь
Химическая связь Мир камня. Чувашский национальный музей
Мир камня. Чувашский национальный музей Elements of group 2 (IIA)
Elements of group 2 (IIA) Причина отказа повреждений технологического оборудования и принятия мер по их устранению установки производства газовой серы
Причина отказа повреждений технологического оборудования и принятия мер по их устранению установки производства газовой серы Сформировать понятие о химическом составе пищи
Сформировать понятие о химическом составе пищи Электролитическая диссоциация
Электролитическая диссоциация Лекция 4. Классификация и механизмы органических реакций
Лекция 4. Классификация и механизмы органических реакций Строение вещества и агрегатные состояния вещества
Строение вещества и агрегатные состояния вещества Позднемеловая трубка взрыва щелочных базальтов Красноозерная
Позднемеловая трубка взрыва щелочных базальтов Красноозерная